日本三菱重工龙门式五面体加工中心MVR系列(主轴齿轮箱传动型)

- 公司名称:
- 发布日期:
- 所 在 地:
- 产品型号:
- 产品价格:
- 点击次数:
- 梅萨德利希机床有限公司
- 2012-07-07 17:19:02.0
- 日本
- MVR25/30/35/40/4
- 5 GEAR DRIVE
- 面议
- 109
【详细说明】
梅萨德利希机床有限公司 MESARDRICH MACHINE TOOLS CO.,LIMITED |
联系人:张经理 手机:18910165668 电话:010-56029380 传真:010-56199040 E-mail:mesardrich@qq.com 北京联络处:北京市通州区物流基地兴贸一街12号院2号楼(邮编:101102) |
■名称:日本三菱重工龙门五面体加工中心 ■型号:MVR系列(主轴齿轮箱传动型) 机床特点:强力主轴扭矩可达1747N·m,高功率、高速度、丰富的产品系列、热变位控制技术、编程简便的新五面加工(多面)加工软件、维护和管理的简易化。 |
 |
机床规格表 |
 |
速度快且强劲有力 |
“切削更强劲,使用更方便”升级版新登场! 传统的高精度 ●配备各种热变位对策 ●定位精度 →±0.005mm/1000mm(选配-MP标尺反馈装置) →±0.010mm/1000mm(标配-脉冲编码器反馈装置) ●重复定位精度 →±0.0025mm(选配-MP标尺反馈装置) →±0.0050mm(标配-脉冲编码器反馈装置) ●热变位补偿精度 →±0.015mm/天(标配-主轴、鞍座的热变位控制功能) 根据用户需求设计的创新产品—三菱重工产品技术的传承 ◎采用三菱重工应用于航空、航天、发动机领域的尖端技术,突破传统机床技术的束缚。 ◎根据新颖创意设计的龙门式五面加工中心MVR25/MVR30/MVR35/MVR40/MVR45。 |
High Power强大功率 |
对于切削加工信心十足。 ●完全满足切削加工要求。 ●如何才能实现强劲稳定的切削加工? ●下面便是我们的回答: ●大功率主轴与支撑主轴的机床结构的绝佳结合,确保了加工的稳定性。 ●作为龙门式五面加工中心的生产厂家,也作为在很多生产现场进行各种加工的用户这两个视点出发,不断革新技术。 ●正是这样,三菱才实现了强有力的切削。
●MVR GEAR DRIVE使用大直径刀具实现可靠切削的高效率加工 ■强力主轴 ◎主轴扭矩:为本公司传统标准主轴机床的2.7倍,1747N·m(30分钟额定) ◎主轴转速:17~4000min-1 ◎主轴输出功率:30kW(30分钟额定)/22kW(连续额定) ◎对应大直径刀具:可使用Ø200mm铣削和Ø600mm镗孔刀具等,进行大切削深度的可靠加工。
|
High Speed高速加工 |
对于高速加工信心十足。 ●如何实现高速化以提高生产率,下面是我们的回答: ●通过提高ATC(自动换刀)和AAC(自动换附件头)速度,简化交换动作,缩短了刀具的整体交换时间。 ●另外采用与机械动作相配的最佳进给机构,彻底实现高速化,因而可把握生产现场“实时”状况,机械性能高。 ●正是这样,三菱才实现了高速加工。
实现了高速快捷的机械动作! ●采用高速ATC 标准配备对应立式、卧式两主轴的ATC,刀到刀:5±1秒;切屑到切屑:30秒(MVR25、MVR30平均值加工领域内的移动量Y=1500mm Z=350mm)。
●AAC的动作高速化 交换时间:附件头到附件头:30±5秒 收容直角头和护板后,通过数控自动交换。 刀库采用横梁伴随方式,通过使用液压气缸的旋转机构以及主轴移动中的同时动作,缩短刀具交换时间。
●高速快给 采用可最大限度发挥机械性能的移动方式 X,Y轴:30m/min(MVR25,MVR30);22m/min(MVR35,MVR40);20m/min(MVR45) Z轴:10m/min W轴:4.8m/min X,Y,W轴:为了增加支承刚性、提高运动精度和定位精度,采用了高刚性的线性滚珠导轨。 Z轴:为了消除自重的负载作用,采用了自动间隙给油式滑动导向面方式。 |
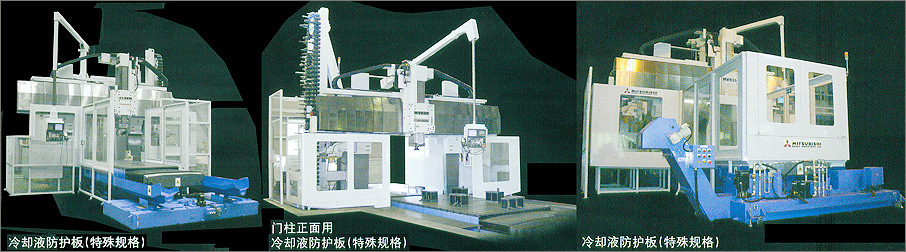
满足多种加工要求的各种附件 |
  |
User Friendly用户满意→使用更方便 |
以操作便捷为重点的设计 ●编程简便的新五面加工(多面)加工软件 本五面加工软件能自动完成在护板及附件头的交换和分度时主轴端坐标值的移动以及移动坐标轴的名称变更等繁琐的操作。编程员可用与通常编程相同的方法,将各加工面作为XY平面,方便地编制出侧面加工用数控程序。可以以相隔90度的四个侧面为基准,加工1度间隔的任意侧面。 另外,由于本软件由数控三维坐标变换功能和用户宏指令功能构成,因此不需要特别的自动编程装置。 >编程时,在所有加工面上,都可把刀具轴向作为Z轴、水平方向作为X轴、垂直方向作为Y轴。 >编程时需考虑刀具的长度。(可使用刀具补偿)
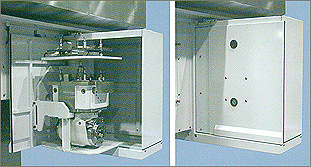
以客户维护简便为重点的设计 ●维护和管理的简易化 润滑装置、空气阀设备、机械的排放油回收装置等都接近机械操作部位、集中配置于右立柱侧面,使给油作业、废油处理、装置维护作业等保养管理变得简单易行。
●切屑处理的简易化 标准配备简易防溅板、螺旋传送带等装置,可将切屑堆积于机床前方,方便了切屑处理。 此外,ATC在运作时,也提供通过自动开闭,从而简单有效地防止切削粉飞散的机型。 注①与传统机型一样,备有正规的冷却液导槽可供选用。 注②对于铝加工较多的用户,为防止切屑进入冷却液箱,建议选用与螺旋输送机相垂直的铰链传送带(选购件)。若选用垂直的铰链传送带,冷却液箱需设置在比地面低一层的坑内。
|
关键字:动柱动梁式5轴高速龙门加工中心,动柱式5轴铣车复合加工中心,动梁式龙门五面体加工中心,刨台式镗铣床加工中心,大型数控落地镗铣加工中心,镗铣床,卧式镗铣床,数控镗铣床,数控卧式镗铣床,CNC大型加工中心,卧式加工中心,数控加工中心,立式加工中心,龙门加工中心,数控卧式镗铣加工中心,龙门铣,双面镗铣床,龙门铣床,端面镗铣床,数控龙门铣,落地镗铣床,数控落地镗铣床,数控龙门镗铣床,数控铣床,龙门镗铣床,立式镗铣床,龙门五面体数控加工中心,龙门数控五面体加工机,龙门数控五面体,龙门镗铣加工中心,高速加工中心,CNC数控立式卧式镗铣床,立卧复合,五轴联动加工中心,车铣复合加工中心,柔性加工单元,意大利高精度捷克飞马特Fermat,德国玛泰克matec,意大利菲迪亚FIDIA,日本三菱重工MVR系列,日本东芝TOSHIBA,森精机,仓甫,松颖,大畏隈,MCW,MP,MPH,MPF,MPC,MPE,MCR,OKUMA,新日本工机SNK,RB,日本吉良,法国里内,瑞士百超钣金加工机,高锋,台湾远东机械,乔威进,乔福,台湾高明,达佛罗,亚威葳,崴威力,永进,立伟,友嘉,乔峰,台群,蓝宝蒂,麦考夫,落地式,刨台式,数控精密铣床,钻铣中心,高刚性加工中心,车铣中心,综合加工中心,模具加工,钻中心孔机床,铸造机床,组合机床 |