
【摘要】某电厂600MW超临界汽轮机#2轴承“Y”向轴承振动偏大,机组运行中通过对汽轮机配汽机构优化。改变高压调节汽阀阀序,从而改变轴承负载,达到了降低轴承振动的目的。同时由于高压调节汽阀阀序的改变,改变了轴承不同方向动态油膜刚度,对轴瓦金属温度会产生一定的影响。通过不同阀序试验,找出轴承振动与轴瓦金属温度的平衡点,确保汽轮机振动达优良。
【关键词】汽轮机 高压调阀 阀序机组 振动
1 、引言
某电厂2X600 MW汽轮机是东方汽轮机有限公司引进技术生产的超临界、一次中间再热、冲动式、单轴、三缸四排汽、双背压、纯凝汽式汽轮机,汽轮机型号N600—24.2/566/566。2号汽轮机于2009年2月投产,并于2011年1月完成第一次A修。由于机组A修后启动,汽轮机#2轴承“Y”向轴振偏大,最高达100 um以上,经过分析并试验,通过改变高压调阀阀序,有效降低了汽轮机振动,本文对此作了详细介绍。
2 、设备简介
该600MW超I临界汽轮机#l、2支持轴承采用6瓦块可倾式轴承,可倾弧形瓦块带有支持点支撑,在油膜的压力作用下,每个瓦块在支持点上可以单独自动的调整位置,以适应转速、轴承负荷和油温的变化。#3、4、5、6、7、8支持轴承均采用椭圆形轴承,采用单侧进油,上瓦开槽式结构。锅炉来的过热蒸汽经汽轮机的两个主汽阀后进入4个共腔室的高压调节汽阀,然后通过4个高压调节汽阀进入汽轮机高压缸做功。高调阀阀门配置如图1所示。配汽机构数据见表1。
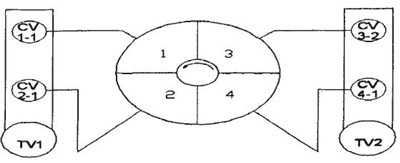
图1高调阀配置示意图
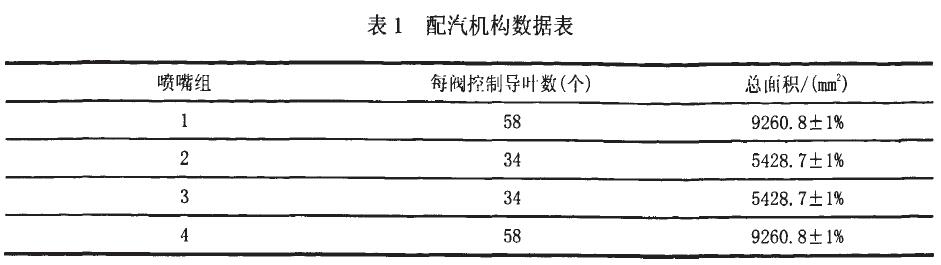
由于该东汽600MW机组原高调门配汽方式为#l、#2、#4几乎同时开启,#3 I岛调阀在高负荷时开启,在低负荷时,三个调门都处于节流状态,节流损失较大。为了提高高压缸效率,降低机组热耗,于2010年4月委托河南电力试验研究院对高调阀曲线进行优化试验,先同时开启#2、#4调阀,再分别开启#3和#l调阀,即#2+#4一#3一#1方式。
优化后的阀序陆线如图2所示。
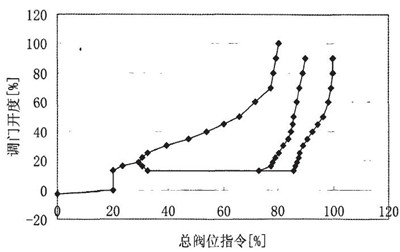
图2 总阀位指令与高缸调门关系曲线
3 、存在问题
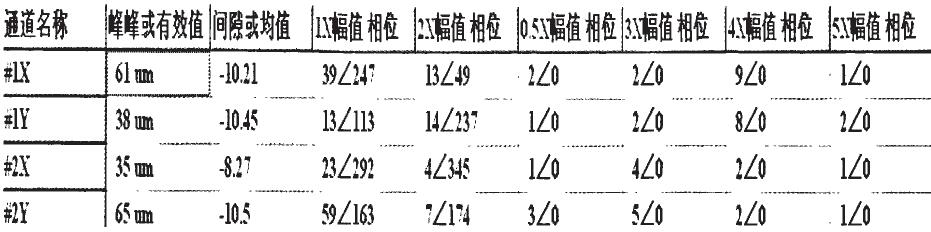
2号汽轮机于2011年1月底完成第一次A修后启动,启动后发现#2轴承振动出现不稳定现象,振动以基频为主,占90%以上,有一定量的低频成分,具体数据见表2(数据来源为现场TSI测量通道数据》
表2 #2机组负荷400M1jy、600MW工况#l、2轴承振动


2-2
4、原因分析
由表2可以看出,#2轴承振动受负荷变化影响较大,且呈现低负荷下振动偏大的特点。同时,#2轴瓦金属温度偏低,只有74。C,说明轴瓦载荷偏低,受汽流干扰影响较大。
汽轮机#1、2轴承采用可倾瓦,自动对中性能好,不易产生轴颈涡动的失稳分力。当高调阀开度发生改变时,对应喷嘴组后的调节级动叶上部充满的喷嘴后高压蒸汽压力不断变化,与对角喷嘴组对应动叶蒸汽压力产生压差,从而产生径1句.7'-j,改变轴承载荷;另一方面,蒸汽在调节级中流动时,对调节级动叶片产生汽流力作用。
因此,分析认为可通过改变汽轮机高调阀阀序,进而改变#2轴承载荷,达到降低轴承振动的目的,但改变调阀阀序,改变了轴承不同方向动态油膜刚度,对轴瓦金属温度会产生一定的影响,需进行试验,找出轴承振动与轴瓦金属温度的平衡点。
5、试验验证
5.1 第一次试验
(1)试验方法:高调阀开启顺序由#2+#4一#3一#1改变为#2+#4一#卜#3。
(2)试验结果:#1轴承金属温度由69。C降至65。C,轴振无明显变化。
5.2 第二次试验
(1)试验方法:高调阀开启顺序由#2+#4一#卜#3改变为#2+#卜#4一#3。
(2)试验结果:#1轴承金属温度由69。C_J7_涨至83。C,#2轴承金属温度由77"C_E涨至86。C,且仍有上涨趋势,停止试验。
5.3第三次试验
(1)试验方法:高调阀开启顺序Eh#2+#4一#3一#l改变为#2+#3一#4一#1。
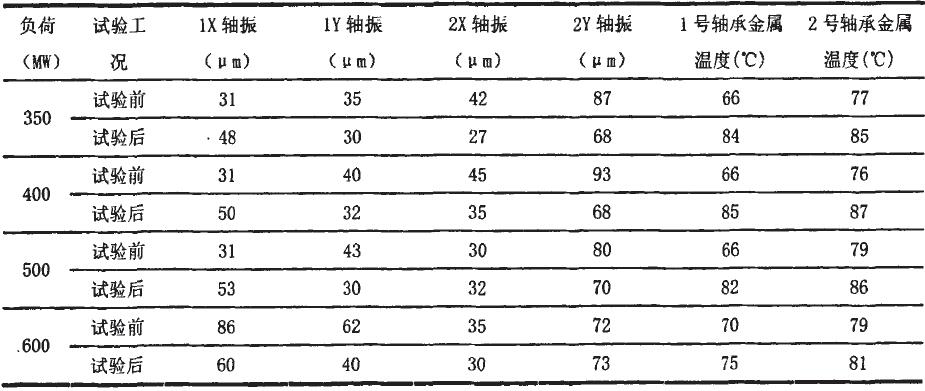
(2)试验结果:负荷在420MW时, #1、2轴承振动有明显下降,详见表3。
表3 调门阀序优化后400MW振动数据
调门阀序优化后发电机功率为400~600MW部分参数趋势图见图3:
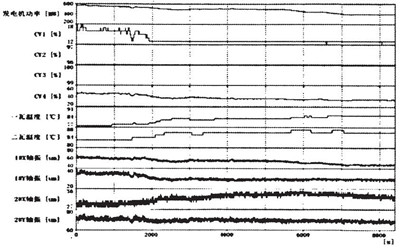
图3 调门阀序优化后发电机功率为400’600MW部分参数趋势图
由此看出,调门阀序优化后2Y轴振有明显下降,其它轴振小于65um。由于阀序改变后增加了#1、2轴承负载,在#4调阀开度较小的低负荷工况下,#1、#2轴承金属温度略有升高,#1轴瓦最高温度85"C,#2轴瓦最高温度87"C,仍在正常范围。
6、试验结果跟踪
经试验,确定将高调阀开启顺序由#2+#4一#3一#1改变为#2+#3一#4一#1,变更后的阀序曲线如图4所示。
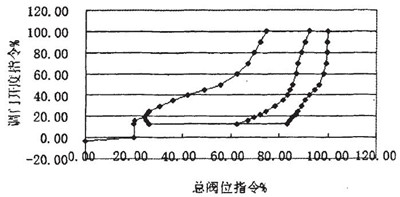
图4 总阀位指令与高缸调门关系曲线
阀序修改后,运行参数见表4。
表4 调阀阀序修改前后参数对比
观察汽轮机在不同负荷下,#2轴承振动均较阀序修改前有明显下降,‘由于增加了#1、2轴承负载,#1、2轴承金属温度较修前有所升高,但仍在正常范围内。
7 、结束语
通过600阑/汽轮机试验的结果表明,在不同配汽方式下,对轴承振动及瓦块金属温度的影响呈现不同特征,通过进一步优化汽轮机高调阀阀序,能够有效控制汽轮机振动在优良范围内。鉴于我公司因#l、2轴承负载偏低,轴承稳定性差的特点,对汽轮机配汽机构迸行改进,=}}2、3调门对角同步先开启,再顺序开启#4,最后开启#1调节阀,实践表明,汽轮机轴振有明显的下降,同时由于#4调门的开启,有效控制了轴承金属温度的上涨,均达到最优状态。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>驱动力矩对汽车动力学特征的影响
- target=_blank>大型曲轴转子一轴承系统振动特性理论与实验的研究
- target=_blank>基于专利信息的新能源汽车及驱动电机发展现状分析
- target=_blank>安森美半导体全面的IPM方案满足工业、汽车和消费应用的不同需求
- target=_blank>混合驱动自主潜航器续航能力分析

- target=_blank>Creaform 形创推出全新升级版光学三坐标三维扫描仪和探测组合套件
- target=_blank>五轴超精密加工机床底座设计技术研究
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank> 以柔性制造加固核心壁垒—访西派集团有限公司董事长梁桂华先生
- target=_blank>HELI系列的新发展
- target=_blank>坚定投资中国 助推高质量发展——访埃斯维机床(苏州)有限公司总经理 Norbert Wiest 先生
- target=_blank> 最是步稳能致远—访台湾雷威精密机械有限公司总经理熊健男先生
- target=_blank>直击CES 2024:西门子瞄准沉浸式工程和人工智能,驱动工业元宇宙创新
- target=_blank>汽车轮毂加工方法与工艺分析
- target=_blank>超细刀具的齿槽加工方法

