
激光切割常见问题分析与解决办法
2018-8-3 来源: 中车株洲电力机车有限公司 作者:刘 敏,夏长伢
摘 要:激光切割作为钢构件事业部下料的重要手段,生产效率与产品质量的高低直接关系事业部生产的顺利完成。针对激光切割的过程出现的产品毛刺、切割断面质量差等问题,可以从光束对中、程序引入线、切割参数等方面着手,研究原因,制定解决措施,并应用到实际生产。
关键词: 激光切割; 切割断面质量差; 切割参数
0 引言
激光切割下料作为钢构件事业部备料车间现有最重要的下料方式,其生产效率的高低直接决定了车间乃至事业部的生产进程,是事业部的重点班组。
而在平时的激光切割作业中经常出现的产品毛刺、切割断面质量差等问题,一直困扰着班组,严重影响班组的正常生产,当出现切割断面超差时,最终的处理方式都是由人工进行打磨处理,不仅劳动强度大,而且打磨作业需要的时间比切割的时间还要长。
1 、问题分析及解决办法
为有效解决厚板产品切割断面质量差及切割毛刺问题,可以具体问题具体分析。
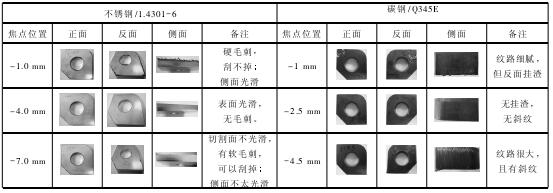
1.1 焦点位置对产品切割质量的影响
在激光切割的参数设置中,焦点位置的不同,切割出来的产品质量也会不相同,我们拟对焦点位置进行调整试验,对比不同焦点位置下的切割质量,试验材料: 1.4301-6/Q345E-8,切割气体: 氮气,工艺表: T2D5637,切割速度: 1.5 m/min。激光在切割过程中,当焦点位置较高时,切割毛刺明显增多,且毛刺较硬,只能通过砂轮机打磨的方式进行处理,在经过多次试验后,将焦点位置设置为-4 时,切割毛刺基本没有,断面光滑。
详细切割断面见表 1
表 1 不同焦点位置试验结果
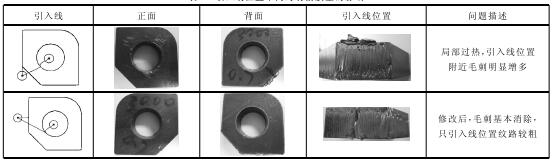
1.2 引入线位置对产品切割质量的影响
产品引入线位置不同对产品质量影响较大,我们拟对不同引入线位置进行实验。引入线位置对产品切割质量的影响详见表 2。
表 2 引入线位置不同对切割质量的影响
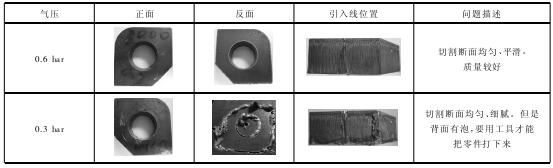
1.3 气压大小对产品切割质量的影响
激光切割中,不同的气体压力切割出的产品质量也不相同,气体压力设置不当,极有可能会造成产品粘连,反面有泡,造成后续精整困难。气体压力对切割质量影响详见表 3。
表 3 不同气压对产品质量的影响
通过上述试验,发现影响激光切割质量的主要因素有: 焦距、引入线方式、气体压力等几个方面,下面将结合这几个因素,通过单一变量法,确定最优切割参数,以提高班组作业效率。
2、 激光切割常见问题的解决办法
1) 断面纹路很大,斜纹( 功率: 2 700 W,速度: 0. 8 m / min,焦点位置: 4.5,气压 0.5 bar) ,切割效果如图 1 所示。
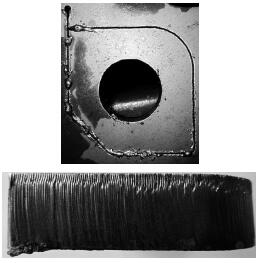
图 1 功率:2 700 W,速度:0.8 m/min,焦点位置:4.5,气压 0.5 bar 切割效果
2) 解决办法
经过初步判断,认为其主要原因为气压过大,速度过快,所以,可以适当降低气体压力,将气体压力降低到 0. 4 bar。切割效果如图 2 所示。
( 1) 功率: 2 800 W,速度: 0.8 m/min,焦点位置: 4.5,气压0. 4 bar。在使用修改气压后的参数后,切割质量稍有改观,挂渣现象明显,还需要再调整,此时,可以适当调整判断是引入的功率太大,可以适当调整功率。
切割效果如图 3 所示。
( 2) 正常: 功率: 2 900 W,速度: 0.8 m/min,焦点位置: 4.5,气压 0.4 bar。减弱: 功率: 2 500 W,速度: 0.5 m/min,( 减小进刀引线的功率速度) 。
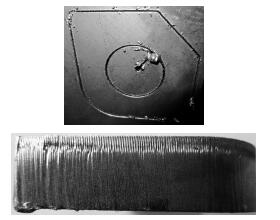
图 2 功率:2 800 W,速度:0.8 m/min,焦点位置:4. 5,气压 0. 4 bar 切割效果

图 3 功率:2 500 W,速度:0.5 m/min,焦点位置:4.5,气压 0.4 bar 切割效果
经过调整后,切割出的产品反面熔渣明显增多,且有较多泡泡,背面溶渣严重,判断是焦点太高,我们还可以适当进行调整。切割效果如图 4 所示。
( 3) 正常: 功率: 2 900 W,速度: 0.8 m/min,焦点位置: 3.5,气压 0.4 bar。( 降低焦点) 。减弱: 功率: 2 500 W,速度: 0.5 m/min。

图 4 功率:2 500 W,速度:0.5 m/min,焦点位置:3.5,气压 0.4 bar 切割效果
表 4 通快激光切割机推荐参数表
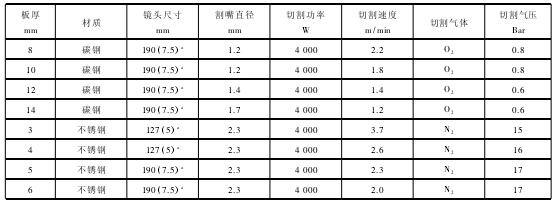
经过多次参数调整,切割出来的产品质量明显提高,且能达到相关质量要求。通过上述方法,经过多次试验验证,最终确定了不同材质规格切割参数表,详见表 4,并应用于班组的生产实践。
3 、结语
激光切割相对于其他下料方式,有精度高,速度快,断面质量高等优点,现在激光下料的产品可以做到不留加工量,产品直接装车使用,且由于转向架部分的产品对质量要求高,允许的断面粗糙度为 Ra12.5,而现阶段光冲班激光切割的断面质量在 10 mm 以下基本都可以达到这个要求,但是超过 12 mm 的板就有时候不能达到,特别时 14 mm 的转向架产品,表面质量严重影响生产作业。
通过对激光切割常见问题的分析与探讨,我们主要从切割参数入手,根据不同材质的材料进行大量实验,最终,获得了相对较好的切割参数,并应用于日常的生产工作中,以提高生产班组的日常操作技能及产品切割质量,对班组整体产能的提升有极大的帮助,同时也对后续的生产工作提供了一定的借鉴意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>半年报业绩陆续预告,机械行业龙头企业表现突出
- target=_blank>航空发动机及燃气轮机基础科学中心在京成立(图)
- target=_blank>京冶轴承与三峡集团签订科研项目合同
- target=_blank>洛轴产品“上岗”国内多个地铁项目
- target=_blank> 一船顺利离厂 一船成功试航 “武船造”以连连喜报喜迎建军节

新闻资讯
| 更多
- target=_blank>Creaform 形创推出全新升级版光学三坐标三维扫描仪和探测组合套件
- target=_blank>五轴超精密加工机床底座设计技术研究
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank> 以柔性制造加固核心壁垒—访西派集团有限公司董事长梁桂华先生
- target=_blank>HELI系列的新发展
- target=_blank>坚定投资中国 助推高质量发展——访埃斯维机床(苏州)有限公司总经理 Norbert Wiest 先生
- target=_blank> 最是步稳能致远—访台湾雷威精密机械有限公司总经理熊健男先生
- target=_blank>直击CES 2024:西门子瞄准沉浸式工程和人工智能,驱动工业元宇宙创新
- target=_blank>汽车轮毂加工方法与工艺分析
- target=_blank>超细刀具的齿槽加工方法

