
9600k W构架整体加工常见问题与改进
2018-8-7 来源:中车株洲电力机车有限公司 作者:刘荣
【摘要】本文主要介绍9600k W转向架构架整体加工中,存在的一些常见而且具有代表性的问题,对其进行数据分析和探讨,通过改进加工刀具,选择合理的加工工艺路线,在实践中针对不同的材质选择合适的切削参数,优化加工程序等一些过程,从而使问题得以有效地解决,更好的达到工艺技术要求,提高加工质量,提高生产效率。问题具有典型的代表性,在以后的构架加工中都可以效仿和借鉴。
关键词:构架加工;刀具;参数分析
1. 概述
最近的几年中,转向架事业部已先后引进了多台大型数控龙门镗铣床,用于城轨地铁以及机车转向架的构架加工。大型龙门数控镗铣床,绝大部分已经满足了构架加工的工艺要求,同时也保证了构架的质量。然而,有些工序的加工中,并不是单靠机床就能保证其质量。往往还需要刀具,以及参数设定、加工工艺、程序等一起保证产品质量。本文将对一些构架加工中遇到的问题,通过自己的理论和实践经验,探讨一些可行的加工方法。在保证产品质量的同时,更好地提高生产效率。
2. 拐角加工分析
如在9600k W六轴车、神八、DJ4整体构架加工中,在加工吊杆座内框、拉杆座U型槽以及拉杆座内腔的时候,加工效率低,刀具损坏现象严重。因为加工中不可避免地会遇到拐角区域的加工,如果在拐角处采用直线轨迹时,由于刀具加工到圆弧拐角处时,刀具与工件切入角增大,铣刀的切削弧长发生了突变,而每齿平均铣削力与切削弧长相关,因此,平均铣削力在拐角处也发生了突变。使刀具的负荷猛然增加,超过了刀具的承受强度,造成立铣刀频繁折断。造成立铣刀折断的主要原因是拐角加工时的负荷急剧增加。如果拐角的加工余量仅仅只有不足1m m,或者更小。当在遇到拐角的时候,立铣刀所受的负荷就会大大减小。那么,在拉杆座等拐角的时候,最主要的是先对其拐角处的余量先进行加工。如图1、图2所示的对比。先在圆弧拐角处采用φ32mm钻铣刀(见图3)将圆弧插铣到尺寸。钻铣加工过程中刀具沿主轴方向做进给运动,利用底部的切削刃进行钻、铣组合切削,对拐角加工具有重要意义,从根本上解决拐角加工难题。再利用强度高的φ32mm整体硬质合金立铣刀(见图4)进行剩余部分的直线铣削来完成吊杆座内框、拉杆座U型槽以及拉杆座内腔的最后成形铣削。
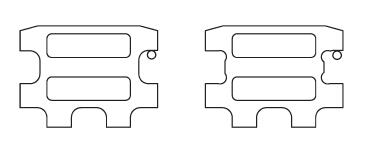
图1不进行拐角余量处理 图2进行拐角余量处理

图3 φ32mm钻铣刀
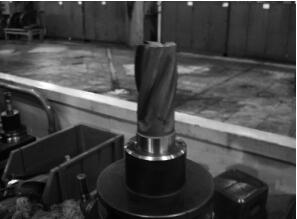
图4 φ 32mm整体硬质合金立铣刀
3. 解决制动器吊座孔φ 28mm镗孔精度
因为制动器φ28mm吊座孔刚性较差,粗精加工中,易产生震颤,表面质量以及尺寸精度达不到要求。重要的是φ28mm的孔是销套配合,如果尺寸精度超差甚至会造成销套的位移甚至脱落,严重影响了构架加工质量,加工后经常出现制动器吊座孔的返工现象。制动器吊座结构如图5所示,制动器吊座板只有12mm厚,外表面没有加工而且又是悬臂结构,原加工方法采用一钻一铰,用φ27mm普通麻花钻头钻孔时轴向抗力易使制动器吊座板后倒、径向抗力使支座左右摆动造成椭圆孔,精加工铰孔时难以消除钻孔造成的复映误差达不到图样要求的φ28mm H7的精度。综合上述分析,解决制动器吊座在加工中的刚不足及消除其造成的影响是提高质量解决问题的关键所在。改进措施如下:
(1)增加工艺支撑我们通过设计夹紧点和支承均可移动便于构架装夹的支撑杆(见图6),I为钢管制作的撑杆,两头有内螺纹的端头,2为撑杆的顶紧螺钉,3为焊接在撑杆上的夹板,4为夹板上的夹紧螺钉,5是构架侧梁,6是制动器吊座。使用时先对好位置,预紧撑杆螺钉2,再用手动均匀拧紧左右夹紧螺钉4,顶在支承板或制动器吊座6上均可,最后把各螺钉拧紧。这样就解决了吊座在加工时左右摆动刚性不足的问题。
(2)改进刀具 首先,φ27mm开分屑槽(见图7),麻花钻改用φ27mm群钻(见图8)。使用φ 27m m群钻以减小钻削产生的轴向抗力。群钻是通过长期的实践和研究,针对标准麻花钻各角度在切削时暴露的弱点采取不同措施,对标准麻花钻进行刃磨时各角度大改进的一种钻头,实践说明,群钻的出现为提高功效延长钻头寿命具有很大的意义。
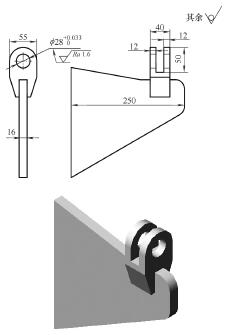
图5 制动器吊座
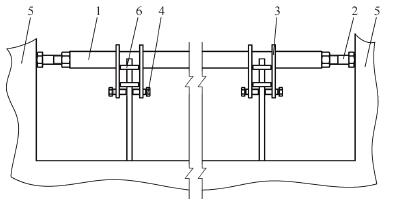
图6 工艺支撑
1.撑杆 2.撑杆螺钉 3.夹板 4.夹紧螺钉 5.构架侧梁 6.制动器吊座
群钻与麻花钻比较有下列优点:①切削轻快,省力。因前角增大,横刃经修磨后窄又尖。轴向抗力下降35%~50%,扭矩下降10%~30%。②可以加大进给量,使生产率提高3~5倍。③使用寿命高。因为群钻刃形比较合理,分屑好,排屑顺利,散热条件好。④定心作用好,孔的精度高。因为群钻磨出对称的月牙槽,在切削时受力分布合理,因此孔不易钻偏。
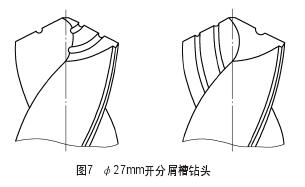
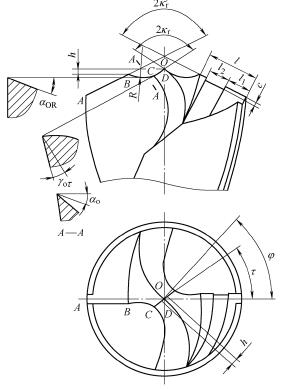
图8 φ27mm群钻
其次,φ28mm铰刀(见图9)改用减振性能好的精镗刀,精镗头型号为R825A-AF11STUP06T1A刀柄型号C3-390.58-50 070,这样精镗孔时可以消除钻孔留下的椭圆度以及保证前后孔的同轴度(见图10)。
4. 电动机悬挂座圆弧槽刀具的改进
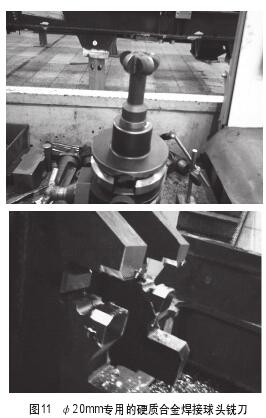
电动机悬挂座φ20mm半圆槽的中心与梁体的距离只有57mm,机床直角附件头根本无法靠近电动机悬挂座,所以也就不能从电动机悬挂座的侧面加工φ20mm的半圆槽。鉴于这种情况,我们设计了一把φ20mm专用的非标的硬质合金焊接球头铣刀,从电动机悬挂座的正面进行加工φ20mm的半圆槽。在φ 20mm专用的硬质合金焊接球头铣刀(见图11)的使用过程中,由于硬质合金焊接刀是采用标准的φ20mm硬质合金刀片进行焊接的,硬质合金焊接刀具刀片与刀体焊接后位置精度较低,必须要进行刃磨,这样加工的半圆槽就无法保证图样尺寸φ20+0.33 0mm。
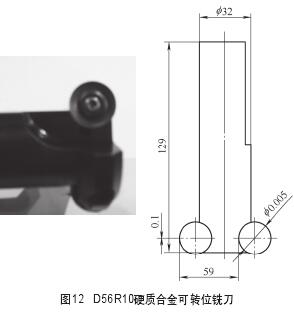
如果刀具磨损后再进行刃磨,刀片的直径尺寸就更小了。工艺上需要采用轴向、径向多次进给以弥补刀具的磨损,这样加工效率低,又由于焊接刀具刀颈最小处才φ20mm,刀颈容易折断,刀具损坏现象较多,平均每把只能加工12个构架。加工后的产品质量也不稳定,经常出现转向架总成在安装电动机时发现防落块销子穿不进去的现象发生。针对以上的问题我们联合有关刀具专家设计了一把机夹式可转位D56R10铣刀(见图12)来加工。其原理采用标准的φ20mm硬质合金可转位圆形刀片,两片圆形刀片在刀体轴向错位的形式来保证加工后的半圆槽尺寸φ20+0.33 0m m。刀片磨损后可以转位,这样就可以完全保证产品的加工质量。关于圆形刀片在刀体轴向错位的尺寸从0.005~0.25mm之间在瑞典
SECO公司的中国实验室反复试验,最后确定错位的尺寸0.2mm为最佳状态。

同时通过工艺的优化,切削参数选用转速为682rpn/min,进给量310mm/min。一次切削加工效率提高2.3倍。因为使用标准刀片每片20元,每片而且可以转位使用,大大降低了成本。刀杆φ32 m m,刀具刚性大幅提高,避免了加工时所产生的振动,提高了加工质量。所产生的经济效益有:购买一把刀D47.2R10焊接刀要358元,可加工12个构架,而改善后用的可转位D56R10铣刀,一片可转位硬质合金刀片仅需20元,每把需2片刀片,可加工至少60个构架,1台车可节约刀具费为58.34元。
5. 结语
通过对以上三条工艺改善方案的实施 ,9600k W型机车构架加工时间得到进一步的缩短,再加上一线生产员工同工艺人员共同配合对切削参数的优化,最终将加工时间缩短至目前的9h。仅仅是钻铣刀具一项改善,每年就可为公司节约刀具成本近9万元。然而在改进的过程中我们并非一帆风顺,也曾有过试加工失败的经历,例如到目前为止φ25mm的钻铣刀加工情况还不是特别理想。在调查7米龙门铣床在加工六轴车构架侧梁时粗加工拉杆座内框的可能性,确定此方案的可行性后,我们完善了7m龙门铣床加工六轴车构架拉杆座内框的刀具和工艺文件,条条大路通罗马,采用工艺分流的办法同样减少了构架生产时间,缩短产品加工周期;在改善的过程中,我们成功改造了标准钻铣刀具,为以后将标准刀具改造为非标刀具来提高生产效率积累了丰富的经验。工艺改进不是凭空想象,通过各部门之间的相互合作,学习相关理论知识,运用并行工艺、科学的统筹方法,开放的、创造性思维是我们取得成功的关键所在。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>数控加工技术在模具制造中的应用
- target=_blank>KPC5000-AR 型数控龙门铣镗床散热故障的分析与处理
- target=_blank>航空叶轮制造商使用雷尼绍产品缩短加工时间
- target=_blank>钻井泵用L型阀箱
- target=_blank>埃马克车铣中心VMC 450 MT:显著缩短并简化大型部件生产的工艺链

新闻资讯
| 更多
- target=_blank>Creaform 形创推出全新升级版光学三坐标三维扫描仪和探测组合套件
- target=_blank>五轴超精密加工机床底座设计技术研究
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank> 以柔性制造加固核心壁垒—访西派集团有限公司董事长梁桂华先生
- target=_blank>HELI系列的新发展
- target=_blank>坚定投资中国 助推高质量发展——访埃斯维机床(苏州)有限公司总经理 Norbert Wiest 先生
- target=_blank> 最是步稳能致远—访台湾雷威精密机械有限公司总经理熊健男先生
- target=_blank>直击CES 2024:西门子瞄准沉浸式工程和人工智能,驱动工业元宇宙创新
- target=_blank>汽车轮毂加工方法与工艺分析
- target=_blank>超细刀具的齿槽加工方法

