
模具模板零件通槽加工方案
2021-4-9 来源:珠海格力精密模具有限公司 作者:胡志涛,魏培杰,邝荣聪
摘要:模具作为产品生产的关键工具,其制造周期及质量将直接影响新产品的开发周期及质量,因此,对模具加工周期及质量要求越来越高,存在安全隐患及低效、低质的加工工艺已不适合现代模具的制造。为适应现今模具的高速发展,必须应用新的加工工艺以推动模具制造的安全、高效、高质技术发展,并缩短模具制造周期和提高模具质量。
关键词:模板;高效;加工方案;铣削
1 、传统加工方式存在的问题
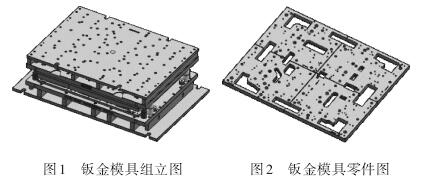
在模具机加工方面,钣金模具(图 1)中模板零件(图 2)的加工存在以下共性:零件内通槽加工及零件外通槽加工。在传统的加工方法中,对上述的通槽特征加工工艺基本都是采用上加工中心正反面对接铣穿或上线割机线割。
传统的加工工艺存在以下不足:
(1)用加工中心进行两面对接铣穿,存在很大的加工安全隐患。
(2)线切割机加工,加工效率低。
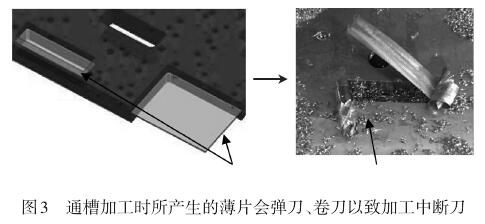
在对模板零件通槽的传统加工方式中,无论所加工区域的特性、面积大小,基本都采用上加工中心
用铣刀正反两面对接铣穿。在对通槽特征进行第二面的加工中,在铣通时,会产生薄片,导致弹刀、薄片卷刀以致打断刀具、铣动工件等情况发生(见图 3)。
加工的安全、质量不可控,且加工效率低。为做到安全、高效、高质的加工需求,研究应用了新的通槽加工方式。
2 、创新解决方案
采用电磁盘装夹,加工中心两面加工,将通槽特征分为以下两类:①A 类:封闭通槽;②B 类:开放通槽。
2.1 封闭通槽的加工方案
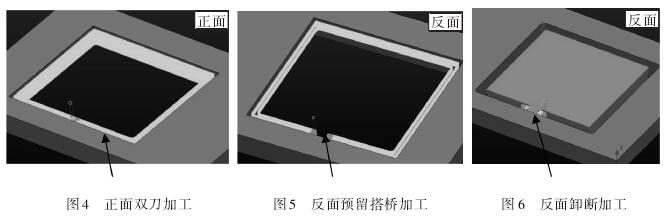
(1)封闭大通槽。通槽尺寸及用刀规则 :150mm> 内槽长宽 ≥120mm,选用刀具,D8R1mm 或 D10R1mm。200mm> 内槽长宽 ≥150mm,选用刀具正面D12R1mm 或 D25R1.5mm,反面卸断选刀≤D12R1mm
。内槽长宽≥200mm,选用刀具,正面 32R3mm,反面卸断选刀≤D12R1mm。注:中间残留长宽需>100mm
,防止移动。
加工方法:a.正面跟随内框边走双刀加工,底留 10mm 不铣穿,如图4所示。b.反面跟随内框边走双刀加工接穿正面的刀路,预留一段(30mm)不加工(使之将残料和主料相连接,增加其强度),如图5所示。c.最后锣断搭桥,将其卸断,如图 6 所示。
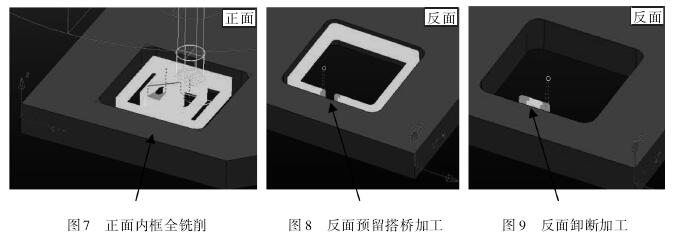
(2)封闭中通槽。通槽尺寸及用刀规则:内框尺寸:120mm>内槽长 宽 ≥80mm;正面选用刀具 D
32R3mm 或D25R1.5mm,反面选用刀具 D10R1mm 或 D8R1mm。
加工方法:a.正面将内框全部铣削,底留 10mm 不铣穿,如图7 所示。b.反面跟随内框边走双刀加工接穿正面的刀路,预留一段(20mm)不加工(使之将残料和主料相连接,增加其强度),如图8所示。c.最后锣断搭桥,将其卸断,如图 9 所示。
(3)封闭小通槽。通槽尺寸及用刀规则 :80mm> 内 槽 长 宽 ≥50mm,选用刀具 D32R3mm 或 D
25R1.5mm;50mm>内槽长宽,选用刀具D12R1mm或D10R1mm。
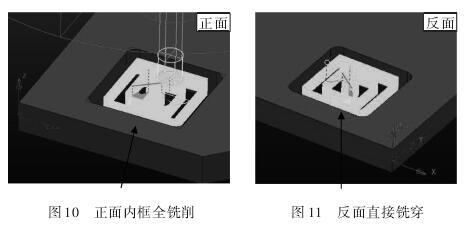
加工方法:a.正面将内框全部铣削,底留 10mm 不铣穿,如图10 所示。b.反面将残料直接铣削穿,如图 11 所示。
(4)封闭长条通槽。通槽尺寸及用刀规则:内框长度≥300mm,宽度≤70mm。
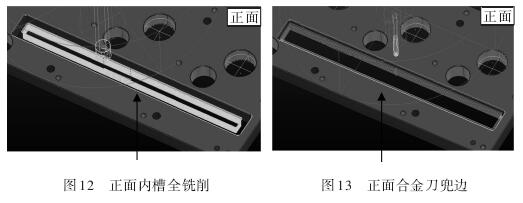
加工方法:a.正面:选用刀具,D32R3mm 或 D25R1.5mm,正面将内槽全部铣削,预留10mm不铣穿(见图12),飞刀开完粗后,用合金铣刀延边铣一圈(见图13)。
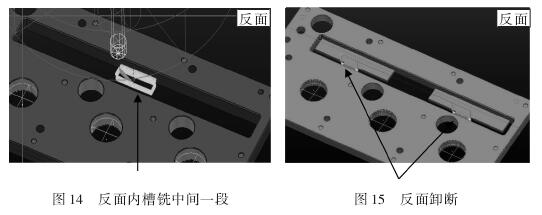
b.反面:先用正面所用的飞刀将内槽中间铣穿一段,长度 80mm(见图 14),再用 D10R1mm 进行卸料加工,残料中件预留一段(30mm)不加工,最后将其卸断(见图15)。
内框长度≥680mm,按上述分3断卸料。
2.2 开放通槽卸料加工方案
通槽尺寸及用刀规则:外形残料尺寸:120mm>长宽 ≥70mm(或等同面积)。 正面选用刀具D25R
1.5mm,反面选用刀具 D10R1mm 或 D8R1mm。
加工方法:
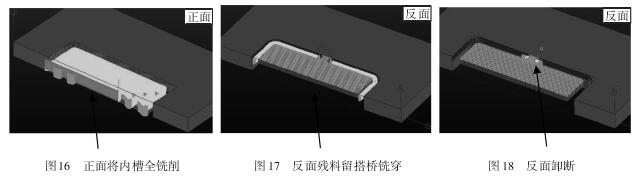
(1)正面将内槽全部铣削,底留 10mm 不铣穿,如图16所示。
(2)反面跟随外槽边走双刀加工,将残料留搭桥后直接铣穿,反面其中预留一段(30mm)不加工,
使之将残料和主料相连接,增加其强度,如图 17所示。
(3)最后将其卸断,如图18所示。
3 、结束语
通槽的铣削加工,主要是需要考虑薄片、残料对刀具的影响,残料若不能正常切削便不能正常排屑,会导致加工中断刀,残料阻碍在刀具行动的轨迹上,也会导致加工中断刀。运用现有的设备、工具,制定合理的加工工艺,使之能安全加工,零件的质量得到了保证,加工效率也明显提高。本文针对零件的通槽类特征在加工中心加工的加工工艺方面进行了总结,可为此类零件特征的加工提供一种新的方法。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息
- target=_blank>特大型转盘轴承径向油孔数控钻床电控系统设计
- target=_blank> C系列飞机固定器类零件数字化加工技术
- target=_blank>特种双螺杆泵螺杆轴零件多轴加工技术研究
- target=_blank>瓦尔特全新Xtra•tec® XT M5130方肩铣刀
- target=_blank>西门子能源变压器解决方案应用于中国首个商用66kV海上风电场

新闻资讯
| 更多
- target=_blank>Creaform 形创推出全新升级版光学三坐标三维扫描仪和探测组合套件
- target=_blank>五轴超精密加工机床底座设计技术研究
- target=_blank>基于精雕系统的七级叶轮加工技术实践
- target=_blank> 以柔性制造加固核心壁垒—访西派集团有限公司董事长梁桂华先生
- target=_blank>HELI系列的新发展
- target=_blank>坚定投资中国 助推高质量发展——访埃斯维机床(苏州)有限公司总经理 Norbert Wiest 先生
- target=_blank> 最是步稳能致远—访台湾雷威精密机械有限公司总经理熊健男先生
- target=_blank>直击CES 2024:西门子瞄准沉浸式工程和人工智能,驱动工业元宇宙创新
- target=_blank>汽车轮毂加工方法与工艺分析
- target=_blank>超细刀具的齿槽加工方法

