
PLC( 可编程控制器) 在数控机床上应用广泛,但日本三菱机型的编程控制文献较少。我们利用三菱FX2- 32MR 机型, 开发了刀库的转位控制程序,并做了实际模拟应用, 有效地实现了自动换刀的定位动作, 达到了高效、高准确度的目的。为指导该类PLC 在数控机床上的应用提供了可靠依据。
1 刀库转位控制应用
加工中心在工件加工过程中, 需根据加工工艺要求进行刀具自动换刀。数控系统送出T 代码指令给PLC, PLC 经译码等处理后, 控制刀库回转, 使指定刀号转至取刀位, 为后续的机械手自动换刀作好了定位准备。

1) 动作要求[ 1] :
a 正在取刀位上的刀套编号称为当前值( 见图1 中的1# ) , 希望换上的刀套编号称为设定值。
b 刀库盘上共有30 把刀具供选择。
c 为提高换刀效率, 要求换刀时按最小旋转角, 即≤180°转动。
d 为提高定位精度, 当指定刀号转至离取刀位差两个号码时减速。
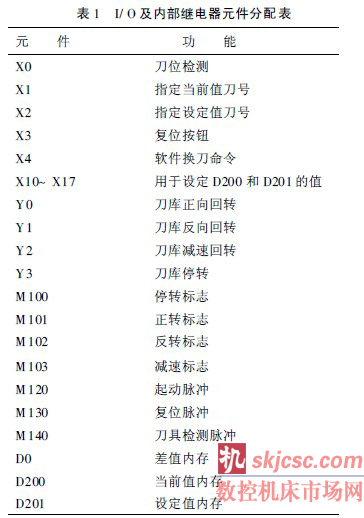
2) I/ O 及内部继电器元件分配表( 表1) 。
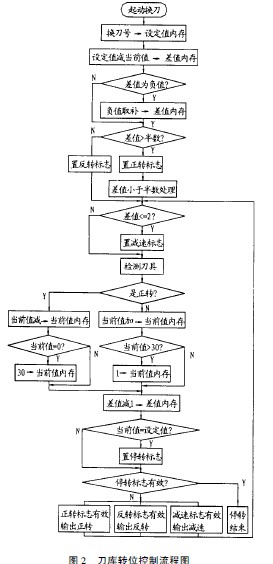
3) 由控制要求, 设计控制程序流程图( 图2) 。
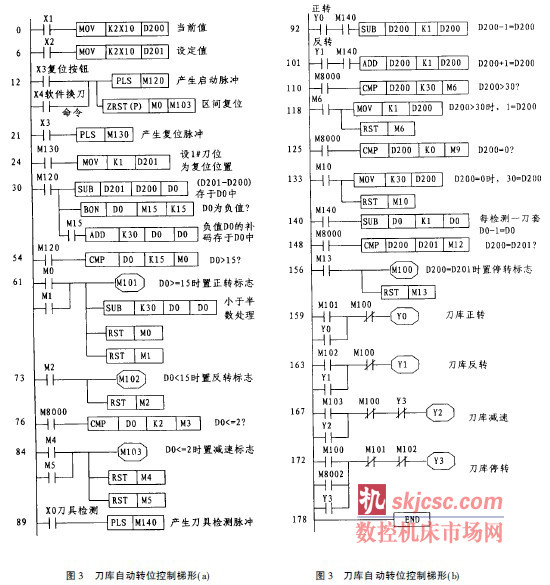
4) 根据流程图设计梯形图( 图3) 。
设: a 当前值用X1 按钮赋值, 模拟D200 中的数据 ( 例如, 预将1 存于D200 中, 先使X10~ X17 中的X10 置1, 再按动X1 按钮即可) ; PLC 接受CNC 的T 指令, 经译码后将设定值送至D 201 中, 用X2 模拟赋值( 方法同上) ; 换刀时, CNC 发出换刀命令, 用X4 模拟, 则PLC 产生刀库回转控制命令------- 起动脉冲M120。
b.复位按钮X3 按下, PLC 产生复位脉冲M130, 将1# 刀回转至刀库的取刀位。特殊继电器说明: M 8000 - PLC 运行常ON; M 8002 - PLC 运行第一个扫描周期为ON。
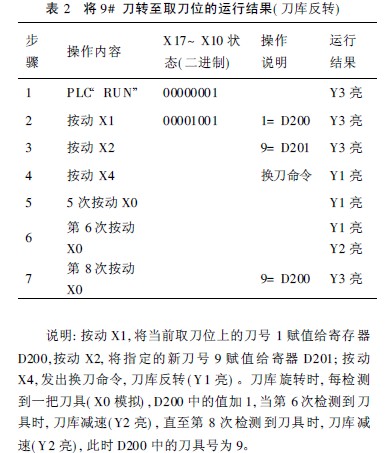
2 运行结果
表2 是刀库自动转位控制的一组运行结果。由于篇幅所限, 大量的运行结果不能一一列举。在实际控制中, 只需将控制程序中的I/ O 触点与相应设备连接即可。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








