
1 传统加工工艺存在的弊端
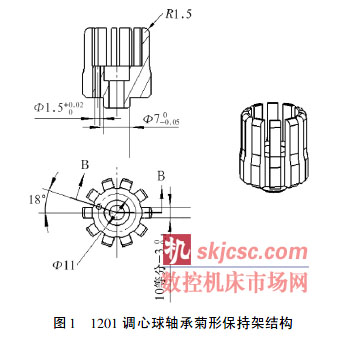
菊形保持架成形凸模是保持架成形的关键零件,其加工精度直接影响保持架的质量。长期以来对1201 调心球轴承菊形保持架成形凸模( 图1) 的加工采用的是传统的车、磨、镗、钳、铣工艺,前后共用11 道工序,由于菊形保持架的结构复杂,约束了加工该保持架凸模的尺寸及结构。保持架凸模加工过程中找正十分困难,而且单个爪的强度较低,经热处理后磨削加工中容易折断,造成废品率高,有时高达40% 以上; 磨削加工R1. 5 mm圆弧面时还需要一套复杂的工装; 模具装配时由于热处理变形的原因,使每个爪之间的距离发生变化,需用金刚石锉刀进行修整后才能进行装配。传统工艺加工的凸模不但工序复杂、加工困难,耗时较长,成本相对较高,而且模具的
使用寿命短,用装配好的模具加工出的保持架不能达到理想状态。
2 数控电火花线切割加工
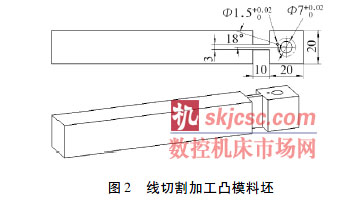
分析凸模结构特点及传统工艺方法可知,凸模的爪是其加工难点。综合考虑生产状况,将传统工艺改进为车、钳、热处理、磨、车、电火花线切割6 道工序。首先依工艺车加工出内、外圆及端面,并留相应的磨削余量; 钳工钻Φ1. 5 mm 销孔,打印后热处理; 再采用成形硬车刀加工出R1. 5mm 圆弧并打光; 最后进行数控电火花线切割加工。电火花线切割机床在长方形料坯上按凸模Φ1. 5 mm 销孔及Φ7 mm 外圆相对位置分别加工出Φ1. 5 mm 孔及Φ7 mm 孔( 图2) ,并以Φ7 mm孔为坐标原点移动钼丝,使钼丝沿Φ1. 5 mm孔及Φ7 mm 孔圆心连线的延长线移动,并大于凸模外径2 ~ 5 mm( 图3) ,由于长方形料坯工装上加工出的Φ1. 5 mm 孔及Φ7 mm 孔与凸模Φ1. 5 mm销孔及Φ7 mm 外圆的相对位置一致,使凸模Φ7mm 外圆插入长方形料坯工装Φ7 mm孔,凸模Φ1. 5 mm 销孔对准长方形料坯工装Φ1. 5 mm 孔并插入销子。以Φ7 mm 孔为坐标原点,按钼丝移动的距离为起切点编写各爪的程序,加工出尺
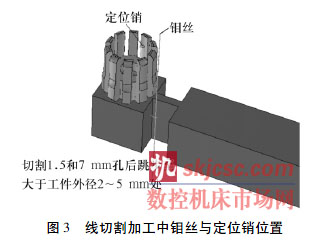
寸精确、无变形、不需修配的凸模。
3 结束语
通过对1201 调心球轴承菊形保持架成形凸模采用数控电火花线切割加工新工艺,缩短了凸模加工周期,减少了复杂工装的制造,更好地保证了模具精度,提高了产品质量、模具寿命和生产效率,降低了生产成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








