
1. 机械手刀库的工作特征
机械手式刀库是数控加工中心使用的主要刀库类型。其特点是刀库可装刀具多( 很多链式刀库也可归入此类型),换刀速度快,换刀时间短,这是斗笠式刀库无法相比的,所以机械手刀库在中高端加工中心中得到广泛应用。近年来也开始应用于一般的加工中心。机械手刀库的换刀动作与斗笠式刀库不同,斗笠式刀库换刀后,刀套号始终与实际刀具号相同。而机械手刀库经过多次换刀后,刀套号与实际刀具号不相同,在PLC 程序中其识别刀号要复杂得多。
笔者在调试基于三菱M70 数控系统配机械手刀库的加工中心过程中,研究开发了机械手刀库的换刀宏程序和相应的PLC 程序。本文将介绍应用三菱专用ACT 指令开发机械手刀库换刀程序的关键技术。
2. M70 数控系统内置刀库的设置
为了在数控系统显示屏幕上能观察到刀库的运动和刀具号的变化,必须使用数控系统内置的虚拟刀库功能。在三菱M70 数控系统中有内置虚拟刀库的功能,该虚拟刀库可以模拟外部实际刀库的动作,其优越性是在显示屏上可以观察到刀库的正反转和各刀位内的实际刀具号,也可以观察到主轴上的刀具号以及需要更换的下一刀具号。
(1) 刀库用特殊寄存器的功能在使用内置刀库之前必须进行必要的设置。三菱M70 数控系统中规定了一些固定的文件寄存器( 以下称R 寄存器)用以表征刀库的基本性能,这些R 寄存器的功能如下。
R10600: 刀库基本控制参数。如图1 所示。
bit: 设定刀号长度,是T4 还是T8,一般选择T4。bit1: 设定刀库从1 还是0 开始计数。
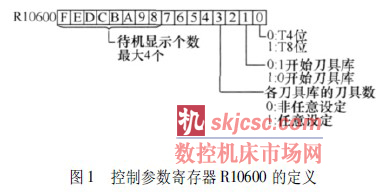
bit3: 对各刀具库的设定。
bit3 = 0,刀库数固定设置。即系统内固定设定有刀库3 个,每个刀库内固定设定刀具数为120,刀具总数可达360。
bit3 = 1,可设定的刀库数= 5,每一刀库内的刀具数可以任意设定。刀具总数可达360 ( 一般选择bit3 = 1,因为其刀库内的刀具数可以任意设定,大多数刀库的刀具数为20 ~ 30)。
R10610: 每一刀库内的刀具数,也就是每一刀库内有几把刀,这是一重要参数。
R10620: 主轴刀具号。该R 寄存器存放主轴刀具号,经设置后可以在屏幕上观察到“主轴刀具号”。
R10621: 设置待机刀具号。
R10603: 刀具库工作画面的显示内容。
以上寄存器可以认为是一实际刀具库的参数,必须在PLC 程序中予以设置。
(2) 刀库用特殊寄存器的设置如图2 所示,通过编制PLC 程序进行刀库用特殊寄存器的设置。经过以上设置后,在刀库工作画面就可以观察到一刀具库,特别是每一刀位内的刀具号,而且在内置刀库内是以固定的R 寄存器存放每一刀号。在三菱M70 数控系统中,以R10700 ~ R10779 代表每一刀位,而其中的数据就是刀具号。一般设置指针=以R10700 为换刀位置。以图2 设置的20 把刀的
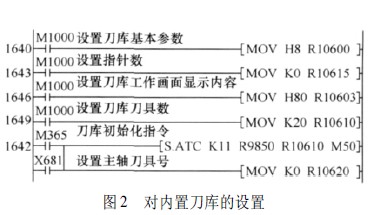
刀库为例,R10700 ~ R10719 为1 ~ 20 号刀位, R10700 为换刀位置。对于机械手刀库而言,R10700~ R10779 代表刀库的固定刀位,所以R10700 内的数据就是换刀所需要的数据,即换刀点位置刀具号。
3. 换刀专用指令的使用
在对M70 数控系统内置刀库设置完毕后,为了动态的模拟实际刀库的换刀动作,M70 数控系统还提供了专用的换刀指令,正确的使用该指令,可以大大简化PLC 程序对换刀过程的处理。如果使用常规的PLC 指令编程可能很复杂,而且还不能在屏幕上观察到刀库的运动和各刀套中的实际刀具。
在换刀程序中必须使用专用的换刀指令如下:
刀具号设定指令,刀盘正反转指令,就近选刀指令,主轴刀具与刀库内刀具交换指令。
(1) 设定刀具号向刀库中的R10700 ~ R10779顺序写入刀具号,指令见图3。
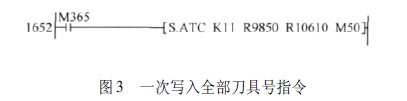
图3 所示是一次性向刀库中的所有刀位写入刀具号的指令。该指令为11 号专用指令,通常用于刀库的初始化。
(2) 刀盘正反转指令刀盘正反转指令模拟了实际刀盘的正反转。该指令一般由刀库内计数器的正反转脉冲所驱动,这样在屏幕上可以观察到刀盘的正反转。如图4 所示。
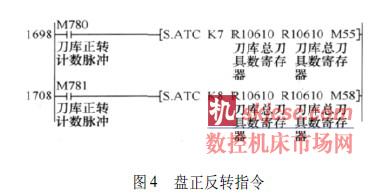
当刀盘正转脉冲或反转脉冲驱动上述指令后,在显示屏幕上可观察到各刀位内R10700 ~ R10719 内的数据做环形移动,就相当于住进了环形客房的客人全体顺时针或逆时针移动。一般设定指针为0,即采用R10700 为换刀点,R10700 的数值就表示了换刀位置中的刀具号。使用该指令的主要目的就是要获得在换刀位置的刀具号———即当前刀号。当前刀号是换刀动作所必须的数据。指令刀号即T 指令号由R536 中的数据表示,这是NC 中已经规定了的。
经过以上处理,获得了换刀位置的刀号数据和指令刀号的刀号数据,这就可以进行比较,以获取停止旋转条件。
(3) 就近选刀即按最短的行程旋转刀盘。在编制PLC 程序时,核心就是选刀,即发一个选刀指令,驱动刀库正向或反向旋转,直到换刀位置刀号与所选刀号相等,才使刀盘停止旋转,执行后续的换刀动作。
可以使用ACT 专用指令中的1 号搜索指令,先搜索出目标刀号在刀库环形坐标系中的位置,再根据其位置判断正反转方向。
起动该指令后,其搜索出的数据是目标刀具在刀库中环形坐标系中的位置(0,1,2…)。
对应于一个20 把刀的环形刀库,通过判断其数值是否大于10,就可以确定选刀的方向,这在PLC程序中可以很方便处理。
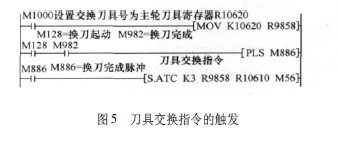
(4) 刀具交换指令在机械手刀库中,有一个重要的动作是换刀,即将主轴上的刀具与刀库换刀位的刀具交换。三菱CNC 系统有一专用的3 号指令来表示这一动作。
使用这一指令首先必须设置需要交换刀具的R寄存器号(一般是主轴刀具R10620) 以及刀库指针R10615 (一般设定R10615 = 0)。这样该指令的实际动作就是将主轴刀具号(R10620 中的数据) 与刀库中R10700 中的刀具数据相交换。同时必须注意该指令的触发条件必须与实际换刀过程相一致。笔者编制的程序是用“主轴换刀完成”信号来作为该指令的触发条件。如图5 所示。
4. 换刀宏程序及PLC 程序的编制方法
换刀程序的编制有两种类型: 其一是全部动作由PLC 程序控制,其二是换刀动作的顺序部分由宏程序编制,而单步的动作由PLC 程序编制。由于宏程序的编程简单,特别是可以方便地进行条件判断,改变程序的流程,分析和调试程序也方便,所以使用宏程序方式编制换刀程序是简便易行的方法。
机械手刀库的换刀可以分解为两部分,第1 为选刀,第2 为换刀。在实际加工过程中,可先发出选刀指令完成选刀,在需要换刀的工步再行执行换刀,这样可以节约换刀时间。这也是机械手刀库的优越性之一。
因此在编制机械手刀库宏程序时可编制两个宏程序,其一是选刀宏程序,其二为换刀宏程序。在不同的工步调用不同的宏程序。
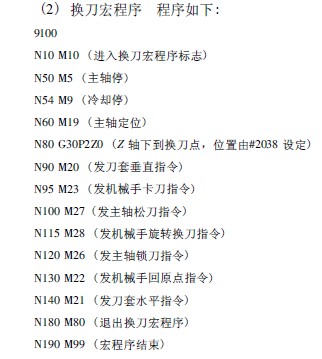
(1) 机械手刀库的换刀顺序( 选刀已预先完成状态) 各轴(X、Y、Z 轴) 运动至第1 换刀点→主轴停转→关闭切削液→Z 轴运动至第2 换刀点→主轴定位→刀套垂直→刀臂卡刀→主轴松刀→刀臂换刀→主轴锁刀→刀臂回原点→刀套水平→换刀完成。
5. 刀套号与实际刀具号的关系
一般的机械手刀库在每一刀套上都有标记、有刀套号,而且是按顺序排列的。机械手刀库只在初始化时,其刀套号和实际刀具号相同。经过多次换刀后,由于主轴刀号被交换进来,刀套号和实际刀具号已经不相同。但加工中心的操作者还是要求快速查看实际刀具的位置,即刀套中的实际刀具。
在实际的PLC 程序中作如下处理:
制作一环形计数器(0 ~ n - 1,其中n 为刀库中的刀具数),用刀库计数器信号驱动(刀库计数器信号也驱动刀盘运动指令)。这样环形计数器内的数值就表示了刀套号的实际运动位置(相对于R10700 起始的固定指标)。将环形计数器内的数值送入指针R10615,在三菱CNC 的刀库工作画面中,刀套编号就与实际刀具号实际对应起来,这样可以方便地查看实际刀具。
但是将环形计数器内的数值送入指针R10615 的时机有限制,不能用常ON 信号,因为指针的数值变化会影响其他专用换刀指令的执行。
6. 刀库调试必须注意的问题
(1) 刀库的初始化初始状态为主轴刀号为0号刀,刀盘按当前刀位为1 号刀顺序装刀。必须在PLC 程序中预先用开关信号做刀库初始化,设置当前位置刀号和主轴刀号,如图3 所示。
(2) 在选刀及换刀宏程序中,必须做刀号比较判断及足够的安全保护条件。
(3) 刀库计数脉冲的使用刀库制造厂家一般在刀库上配有计数器,用以计数刀库的旋转。在调试刀库时发现,即使在手动状态下发刀库旋转指令,刀库总是不能停止在正确位置上,是什么原因呢?
经过仔细观察刀库的动作,发现当刀库计数接近开关的红灯熄灭时,刀库才进入刀位的正确位置。因此必须用计数接近开关脉冲的下降沿做停止条件。在PLC 中改用下降沿脉冲后,果然能正确定位。也有刀库计数器是使用脉冲的上升沿做停止条件的,要根据实际情况确定。
(4) 位置开关的使用为了保护刀库的安全工作,充分利用了M70 系统所具有的位置开关功能。即可以通过参数在Z 轴上设定位置开关,位置开关的位置区域就是Z 轴的换刀点。只有Z 轴进入该位置区域,位置开关= ON,刀库才能前进卡刀。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








