
0 引言
随着计算机技术在制造业的应用、信息技术应用到零件制造过程的进展,形成了虚拟制造(Virtual Man⁃ufacturing, VM)技术,国际上尚未对VM技术作出统一的定义,但基本认同的观点是[1]:VM技术的本质是以计算机支持的仿真技术为前提,对设计、制造、测试等生产过程进行统一建模,在高性能的计算机及高速网络支持下,在虚拟条件下模拟出产品制造全过程,通过计算机建模仿真与虚拟现实技术将实际制造过程在计算机上映射出来。由此可见,通过VM可在计算机上模拟和预估零件的可加工性和加工过程中各种因素对加工质量的影响,再通过伺服系统来控制加工过程,可实现优质、高效、低成本地完成零件加工过程。
1 细长轴加工的工艺特点
细长轴是指长度L 与直径d 之比大于12的轴,由于其刚性差,是轴类零件加工的难点。细长轴的加工工艺特点如下:1)细长轴的刚性很差,很容易因切削力及重力作用产生弯曲变形,并产生振动,从而影响加工精度和表面质量。2)细长轴的热扩散性能差,在切削热的作用下,会产生相当大的线膨胀。若轴的两端为固定支承,会因挤压而弯曲变形;高速回转时因弯曲产生的离心力会使弯曲变形进一步加剧。3)由于细长轴较长,加工时一次走刀时间长,砂轮的磨损会增加零件的几何形状误差。
根据细长轴的加工工艺特点,实现细长轴的虚拟磨削加工研究的主要内容是:磨削工艺的制定、磨削加工中人机因素的分析、虚拟磨削的建模、虚拟磨削控制等。磨削加工质量的影响因素很多,包括磨削力、磨削热、磨削用量、零件材料、砂轮形貌、砂轮磨损等因素[3],其中磨削的受力变形和受热变形对加工质量影响最大。由于篇幅有限,本文仅对磨削受力变形加以分析和仿真,介绍细长轴的虚拟磨削加工。
2 细长轴磨削的建模及仿真
由于外圆表面的磨削加工一般使用平型砂轮,磨削力分为切向力Ft 和法向力Fn 。在磨床上尾架弹簧可克服或减小切向力对磨削变形的影响,故对磨削变形影响最大的是法向力Fn 。磨削细长轴时,在法向力Fn 的作用下,使工件各部分的变形量不一致,且随着磨削条件而变化,见图1。
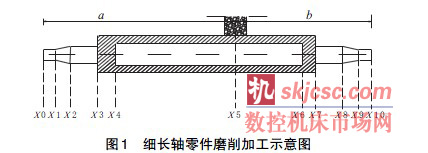
磨削时,砂轮与工件表面接触,在接触面法向方向会产生弹性变形。将法向力抽象为一集中载荷,再将工件沿轴向人为地分为10段,每两段相接处用{χi ,i=1、2、⋯10}表示,运用材料力学,建立弯曲变形的挠度曲线方程,用挠度y的二阶导数y 〞表示挠度曲率,则曲率方程为:
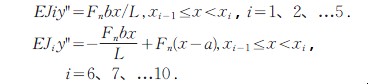
式中:a 为砂轮位置参数;F n为法向磨削力;Ji 为第i 段转动惯量矩;E 为工件材料弹性模量。
将前两式积分两次得:
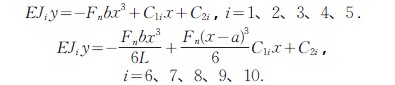
其中:{C 1i ,i =1、2⋯10},{C 2i ,i =1、2⋯10}为积分常数。
可用Visual C+ +语言,对上述计算编写计算机模拟程序,得出工件形状曲线。砂轮在工件的不同轴向位置使工件的弯曲变形量不同,工件实际加工直径取决于砂轮所在处的弯曲变形量,仿真的结果为:当两顶尖刚性很高时工件形状为“腰鼓型”;顶尖刚性有限时,工件形状“腰鼓型”或“马鞍形”,因此磨床头架和尾架变形对工件的形状曲线和工件直径影响较大;如工件高速旋转,工件因自重引起的弯曲变形对工件形状及圆柱度误差的影响也是不能忽视的;再者,工件的结构变化也会在工件最后的形状上反映出来。
3 细长轴虚拟磨削的机床模型
根据细长轴磨削的影响因素和基于计算机仿真的结果,设计虚拟磨床模型时,运用仿真结果建立工件形状误差的在线预测系统,设置误差补偿系统,通过伺服控制系统对影响结果精度的因素进行控制和修正,以满足加工质量要求。伺服系统可采用数字伺服系统,采用计算机软件对加工过程进行控制。数字伺服控制系统有以下优点[4]:1)无温度漂移,稳定性好;2)基于数值计算,精度高;3)通过对系统参数设定,可减少调整;4)采用软件控制,柔性好;5)减少了伺服滞后产生的误差。虚拟磨床模型,见图2。
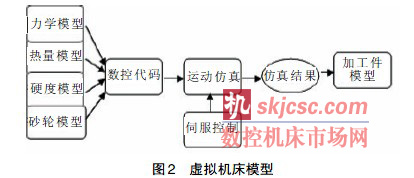
虚拟机床模型是与实际磨床功能相似、且有可视性的数字仿真模型,可用它对真实加工环境进行模拟,具有很高的相似性,但它与在物理磨床磨削加工的真实环境并不完全相同,只是在一定程度上反映真实系统的主要特征[5]。
4 VM的意义
虚拟制造技术的应用为解决制造过程中的问题提供了新的方法和手段,具有很好发展前景,并可预测产品性能、产品制造技术和可制造性,从而更有效、更经济地柔性灵活地组织生产,以达到产品的开发周期和成本的最小化、产品质量的最优化、生产效率的最高化。虚拟制造是基于虚拟制造技术实现的制造系统,是现实制造系统在虚拟环境下的映射,它不消耗现实资源和能量,所生产的产品是可视的虚拟产品,但有真实产品的特征。
通过对细长轴的实际制造过程进行仿真模拟,可以预估细长轴加工质量中存在的问题,从而对细长轴磨削加工的工艺规程的制定、磨削加工质量的控制、提高人们的预测和决策水平起到很重要的作用,还可增强风险控制和管理能力、缩短产品开发周期、增强企业的竞争能力。同时由于虚拟制造的产品为数字产品,对实现绿色制造,提高资源利用率、减少对环境的影响,甚至对未来制造业的发展都会产生深远影响。
5 结束语
细长轴的磨削加工是轴类零件磨削加工的难点,采用虚拟制造技术对其磨削过程进行仿真,为企业机械加工提供了一条新的途径,对企业改变现行的制造模式有着重要的意义。但虚拟制造是个系统工程,影响仿真结果的因素很多,涉及的知识面广,需企业各部门通力合作,设计出与真实环境相似程度高的虚拟机床,才能更有效地对磨削过程进行控制。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








