
滚齿机是一种利用范成法来加工齿轮齿面的加工设备, 它通过一条内联系传动链来保证滚刀与工件之间的相对运动关系以模拟一对齿轮的啮合。但由于传动链内的各种误差, 导致该传动链在工作时产生传动误差, 从而破坏了滚刀与工件之间确定的相对运动关系, 引起加工误差。为减小误差、提高传动链传动精度, 可采取的措施很多, 本文针对传动链内传动副的磨损引起的传动误差而提出了一种补偿方法。该方法不是采用专门的装置或机构, 而是利用滚齿机本身的特点来进行误差补偿, 所以称为传动误差的自补偿。
1 自补偿的原理
所谓传动误差是指机床内联系传动链的两末端件之间相对运动的不准确性和不均匀性。对滚齿机的范成运动传动链来说, 它的两末端件为滚刀主轴和工作台, 它们之间的相对运动关系( 计称位移) 为: 主轴转一圈, 工作台转K / Z工圈, 但由于有传动误差, 工作台实际转了K / Z ±△Φ/2π工圈, 这里△Φ( 单位为弧度) 就是滚刀主轴与工作台之间的相对转角误差,即传动误差, 引起△Φ 的原因很多, 有制造、装配方面的, 有热、应力变形引起的, 还有因摩擦磨损而导致的等等。这其中因传动副磨损而引起的传动误差△Φm 比较有规律, 一方面△Φ$Um 是线性且基本上是均匀的, 即△Φm 仅与主动件的转角U成正比, 另一方面△Φm 是单向的, 即主动件的圈数一定时, 从动件的实际转角总是比理论的要少, 由于△Φm 的这些特点, 就可以利用滚齿机传动系统和结构上的特点对其进行补偿。
从滚齿机加工齿数大于一百的质数齿轮的加工原理可知: 为使范成运动传动链在进行换置计算时能找到合适的挂轮, 让工作台在范成运动中多转或少转一点, 这多转或少转的部分由差动传动链加以补偿。同样可将这种方法用于传动误差的补偿, 具体来说, 范成运动传动链仍用来形成渐开线母线, 并按滚刀头数和工件齿数来对其进行换置计算选挂轮。差动传动链用来补偿工作台在范成运动中的转角误差, 即由差动传动链给工作台一个附加运动, 使工作台在范成运动中因磨损而少转的$Um 得到补偿, 最终保证工作台只转K / Z工( 由n范和n附二部分组成) 圈, 这就是传动误差自补偿的原理。
2 自补偿的方法及换置计算
由于△Φm 是传动链中各传动副误差的累积和传递所致, 是机床在运动过程中自己产生出来的, 因此滚齿机用这种方法进行传动误差自补偿时, 其范成运动传动链两末端件间的计算位移、换置公式均不变, 只是根据△Φm 的值来对差动传动链进行换置计算以选择差动挂轮。下面以Y3150E 滚齿机为例讨论其差动传动链换置公式的推导。
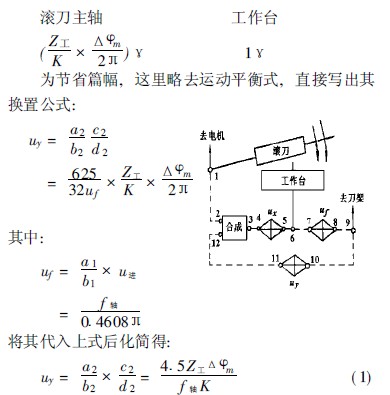
在进行传动误差自补偿时, 差动传动链的两末端件也是滚刀主轴和工作台, 传动原理如图所示。此时, 差动传动链的传动路线为: 工作台6-7- uf-8-9 -10- uy - 11 – 12- 合成-2-1- 滚刀。通常滚齿机传动精度检测测得的是工作台的转角误差△Φ$Um , 为简单起见, 可将工作台的转角误差△Φm 折算到滚刀主轴上去, 这时, 差动传动链两末端件间的计算位移为:

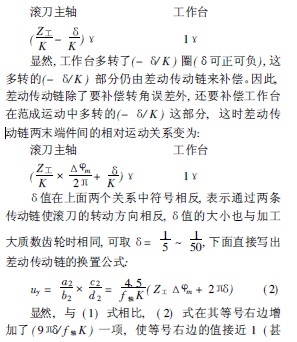
至大于1) , 差动传动链就能找到合适的挂轮, 确保误差补偿得以实现。这种通过改变范成运动传动链原有计算位移使差动传动能找到合适挂轮的补偿方法称为间接补偿法或差动补偿法。与直接补偿法相比, 它实际上是由二条传动链共同完成误差补偿的。当然范成运动传动链也应按改变后的计算位移来调整并选配挂轮。
3 结论
利用自补偿的方法, 无须在滚齿机上增加任何装置或机构, 机床结构上也无需作任何改动就能在一定程度上提高其传动精度, 它的换置计算也不复杂。由于滚齿机分度蜗轮的转角误差直接反映在工作台上,对滚齿机传动精度的影响最大, △Φm 中的很大一部分来自蜗扦蜗轮, 而且在加工不同齿数的齿轮时, 分度蜗轮、蜗杆所引起的误差基本不变, 因此可将测出的△Φm 值用于任何齿数的齿轮加工上。与蜗轮蜗杆磨损后人工调整其间隙的方法相比, 自补偿法更简单、省力, 并可用于任何滚齿机上。尤其是一些旧的滚齿机( 由于磨损△Φm 增加) 。当然, 自补偿的方法只能补偿因磨损而产生的线性误差, 对因制造、装配精度不高而导致的传动误差( 近似为正弦规律) 就无能为力了。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








