
多线螺纹及蜗杆在加工中,一般分粗、精加工两道工序。而多头螺纹及蜗杆在粗加工时的分头,是整个加工过程的工艺难点。在工作和相关书籍中加工多头螺纹及蜗杆,一般都是先粗加工好一条螺旋槽后,再依次加工其他槽,这样第一条螺旋槽的槽宽显得格外重要,稍有不慎就会出现问题。而且,像这种类似的加工工艺一般都需来回记住小滑板的移动量,并经常测量,加工过程很不流畅,不仅余量不均匀,而且效率较低。所以,下面介绍一种自己在多年的生产实践中总结出的一种新方法。此方法不仅在工作中提高了质量和生产效率,还在技艺传授中大家反映比较容易掌握,而且在各项技能大赛中也为自己赢得了更多宝贵的时间。我把此方法命名为“穿插加工法”。
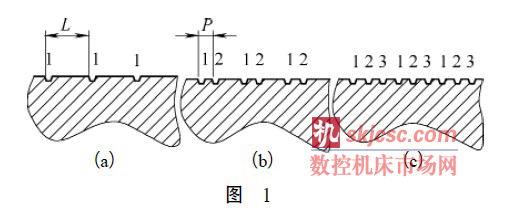
如图1(粗加工分头阶段)所示,对完刀后,中、小滑板回零,并尽量选择一个合适的切削深度,在工件上车一刀,并记住此时中滑板刻度,便形成如图1a所示的槽1;退刀之后中滑板进到原刻度,小滑板进一个螺距P (或根据具体情况采用其他分线方式),车出第2个槽,如图1b所示;用同样的方法车出第3个槽,如图1c所示。当3个槽都车好第一刀后,粗加工分头阶段就算完成了。
下面就进入了控制牙顶宽尺寸阶段。具体步骤如下:加工完如图1c第3个槽后,便利用小滑板纵向进刀进行加工,并以槽1左侧面为基准控制槽3与槽1间的牙顶宽尺寸f(注意留0.3~0.4mm余量),如图2a所示。这里的牙顶宽大致尺寸由于可以很直观地观察到,并能以牙槽宽做参考,加上本身是粗加工阶段,所以有经验的操作者一般都不用测量,而是用经验估计加工。
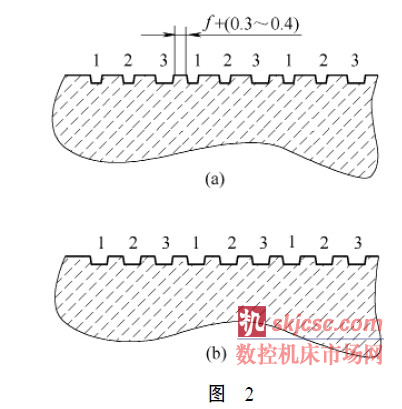
当槽3与槽1间的牙顶宽被确定的同时,槽3的槽宽也被确定了。这时应记住小滑板的刻度,并轴向进给一个螺距,中滑板尺寸还是进到原来的位置进行加工,这时刀具将加工出槽1的槽宽及相应的第2条牙。接着用同样的方法继续加工槽2及第3条牙。如图2b所示图形为3条牙槽宽度与3个牙顶宽度都已基本确定了的螺纹。
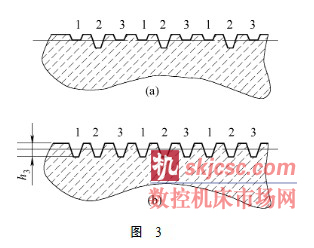
现在分头工序算基本完成,接下来便可以进行螺纹深度的加工了。由于此时刀具是处于槽2的位置,那么就可以按照螺纹深度要求先把槽2加工出来,如图3a所示,并记住中滑板的刻度尺寸。在加工方法的选择上,可以按照自己平时的习惯与掌握情况,在尽量不破坏已经大致成形的牙型前提下来进行选择。不过建议选用分层切削法,因为这种方法可获得最宽的槽子,可有效防止扎刀现象。接着,用同样的方法分别加工槽3及槽1,注意中滑板尺寸的一致性,如图3b所示。
这样三线螺纹的粗加工便完成了。而这样获得的螺旋槽有较好的螺距精度,余量较均匀,有效地防止了大小牙现象,为半精加工和精加工打下了良好的基础;而且采用此方法进行加工,比传统方法加工的速度可提高两倍以上,加工过程中人为误差小,质量较稳定,并简化了工艺流程,操作简便,也适用于孔径较小、不便测量的多头内螺纹粗加工,减小了因孔小而不便于来回测量等困难。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








