
为了完成表面的最终加工, 在很多情况下采用金刚石—磨料加工方法(用砂轮和沙带磨削、衍磨、抛光等) , 在有些国家愈来愈多的采用了超硬材料进行最终加工工序, 以使上述工艺方法能广为使用。
在加工重要的零件时(如机床导轨和平板等) ,广泛使用砂轮周边进行平面磨削。万能组合夹具的主要零件用12 x H3 A 钢制造并经过渗碳和淬硬至硬度H R c56 ~60。万能组合夹具的大多数零件都带有断续表面(如定位槽紧固孔等) , 同时, 由于零件的硬度较高, 所以对上述零件要用磨削作为终加工的主要方法, 渗碳钢的磨削性差(即使采用适合的加工用量, 也可能产生烧伤、裂纹和很深的缺陷层), 这是因为在渗碳层内有大量的合金元素碳化物其硬度与砂轮磨粒的硬度不相上下, 这样, 在磨削渗碳钢时就必须采用以合成超硬材料制成并具有较高硬度磨粒的砂轮。
为了将粗糙度和刚度特性进行对比评价, 曾将试件用人造玉砂轮并按《联合技术装配》生产工艺联合公司各工厂在磨削组成夹具零件时所使用的加工用量进行加工, 而得到的粗糙度和支承曲线参数, 现参考如下:
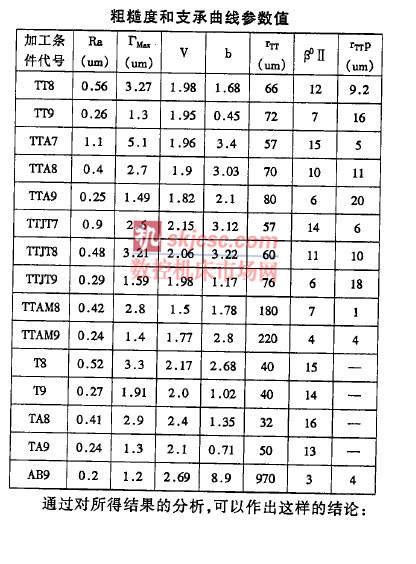
通过对所得结果的分析, 可以作出这样的结论:用合成超硬材料砂轮加工的表面粗糙度特性, 比用人造钢玉砂轮加工的表面好得多, 同时, 支承面积和微观不平度轮廓峰的曲率半径增大, 而轮廓的顷角则减少。在用砂轮周边和端面磨削时, 采用了喷涂金属的立方氮化硼砂轮和喷涂金属并用金属结合剂的A CB 金刚石砂轮,发现用立方氮化硼砂轮加工的表面质量特性较好, 因为用金刚石砂轮加工时或许是由于金属结合剂的刚性较大而造成了大的纵向粗糙度。
人造金刚石和立方氮化硼砂轮对减少粗糙度参数值非常有利, 因为这种砂轮长时间以磨钝的磨粒工作, 除了起切削作用之外, 同时还能将表面抛光。这种砂轮的特点是硬度高, 耐磨性好, 磨粒与结合剂结合坚固, 而人造刚玉磨粒会迅速磨损并从结合剂出而要求砂轮的工作面不断进行修整。此外, 对于有时结合剂的A CO 和Jlo 砂轮来说, 还有一种特性,由于金刚石磨粒刃口的磨损和轻微剥落及其扩散磨损, 粘着磨损和热磨损以及在新生成的或原来的表面上被金属屑或其他磨削废物堵塞, 使得磨粒的切削性能显著下降。此时, 金刚石磨粒减少过程比砂轮被磨屑堵塞快, 则结合剂离切削表面的距离就减少, 与被加工材料的接触面积便增大, 而结合剂的挤光作用增强, 从而使表面质量特性提高。
当金刚石磨粒变钝时, 磨削过程可能在不去除金属的情况下进行, 这时仅仅由于挤压零件的表面而发生弹性和塑性变形, 金刚石砂轮的这种特点使其切削性能恶化, 但对减轻被加工表面的负载却是有利的
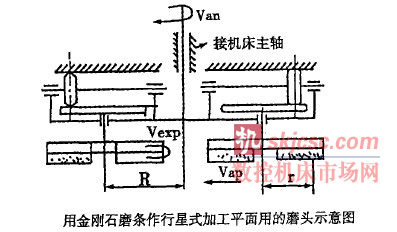
如果单个磨粒在切削时; 能通过沿本身轴线的“翻转” 运动用整个侧面来切削金属, 那么具有这种运动的加工过程就是提高金刚石工具耐用度的一种可行方法。为了保证所需的运动形式, 研制了一种在立式铣床上使用的磨头, 用作对平面进行行星式加工。下图为装有前置无级调速器的行星式磨头。加工时, 金刚石磨条的磨粒在工件的表面上作复杂的运动并具有以下几种速度:
vo kp-绕工具轴的转速
vt, ji- 绕磨头轴线的转速
v ttp--由机床工作台纵向进给量保证的移动速度磨头是通过加工硬度为HR C5 8 一6 2 的12 记H3 A 钢试件进行试验的; 通过单因素试验, 确定了在行星加工中对表面质量有影响的因素有:
I: 表证工具轴的速度增大倍数的调速器传动比。用Ra 为计划试验的输出参数
![]()
这种加工过程的效率较高, 如行星式加工12X H 3A 钢时的单位产生率为。, 020 甲克拉, 而在研磨淬硬钢时不超过0 刀Zok酬克拉, 此磨头现已在某加工平面机床上装有。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








