
0 引言
在汽车发动机曲轴主轴径加工工艺中, 为了降低成本, 提高效率, 发动机制造业普遍采用多砂轮磨床对5个主轴径进行一次磨削加工成型, 但是, 由于工艺尺寸精度要求高, 各个尺寸相互影响, 加上设备结构复杂, 加工质量保证成为各个多砂轮磨床用户的一个重要难题。本文就多砂轮磨床各个关键部位对加工质量的影响, 以及各种对策和技术创新, 提出了自己的观点和看法。下面以北京福田发动机厂使用的德国进口的NAXOS- UN ION 多砂轮磨床进行的各种对策和技术创新为例, 进行系统的分析和研究, 供同行业工程技术人员借鉴和参考。
1 加工工艺、设备及加工质量
1. 1 工艺要求
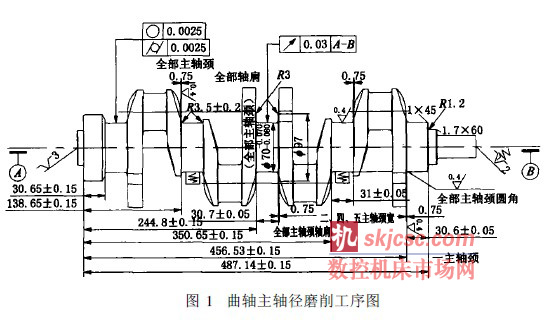
曲轴主轴径加工工序主要是磨削加工曲轴的5个主轴径, 以及和两侧面相连的园弧, 五个主轴径尺寸为70 mm, 公差要求为0. 01 mm, 椭圆度和园柱度的公差要求为0. 0025mm, 工序图详见图1所示。
1. 2 设备选型
福田发动机厂曲轴线主要生产4缸发动机曲轴,曲轴材料为49MnVS3, 采用德国NAXOS- UN ION 典型机型RMB0500磨床进行主轴径加工, 安装投产时间为1994年, 设备原值9200 万人民币, 砂轮选用牌号为91A60L5AV217, 尺寸为1060 @ 33 @ 304. 8, 砂轮的线速度选择为42m / s, 磨削过程分为快进、粗磨、半粗、精磨、半精、光磨等6个过程完成磨削过程。
1. 3 加工质量状况
设备采购安装调试后, 设备加工精度各个方面满足加工工艺要求, 但是在经过12年的使用后, 加工零件开始出现各种质量问题, 有些加工的零件外径尺寸超出公差范围, 有些零件的椭圆度和圆柱度公差超差。
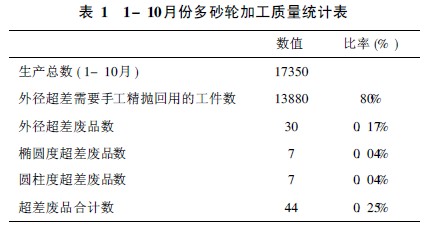
我们对曲轴线2005年1 - 10 月份多砂轮设备加工质量问题进行了统计分析, 具体情况见表1所示, 需要手工抛光修理的数量大, 说明设备经过长期使用后,精度出现下降, 设备开始出现各种加工质量问题, 对加工质量问题进行分析研究, 并采用对策解决问题, 是我们研究的主要目标。
2 影响曲轴主轴径磨削质量的主要因素
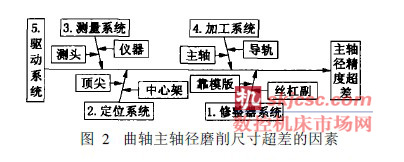
在零件材料、人员、外部环境一定的情况下, 对外径尺寸影响因素有以下5个主要方面。
( 1)修整器系统: 它主要包含修整器丝杠副, 修整器导轨, 修整仿形靠模等部件的精度;
( 2)定位系统: 它包含头尾架, 前后顶尖, 中心架支持架等, 该系统影响零件的正确定位;
( 3)测量系统: 主要是MAPOSS 测量系统。对加工零件进行测量反馈;
( 4)加工系统: 它包含砂轮主轴、砂轮及进给导轨副, 该系统影响砂轮旋转和进给精度;
( 5)砂轮进给驱动系统: 主要包含驱动系统和控制系统。
3 机床各个部件对加工质量的影响
3. 1 修整器系统对加工尺寸的影响
砂轮修整器系统包含修整器导轨, 5个修整器, 5根丝杠副, 5个靠模板, 5台步进电机等运动部件; 5 台电机带动5个丝杠副旋转,实现修整器金刚笔的进给。
修整器系统中丝杠副是影响每次修整进给量准确与否的关键部件, 丝杠副的间隙对进给精度影响十分重要, 设备长时间使用和磨损, 丝杠副间隙增大, 是影响质量的关键部位之一。
修整器靠模质量和安装调试直接影响零件的椭圆度, 圆柱度, 靠模扳使用时间长, 会出现过度磨损, 从而影响加工零件的形状精度, 靠模板的位置安装和调试也影响工件的外径尺寸。
3. 2 顶尖的影响
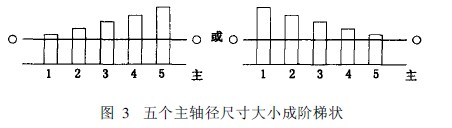
前后顶尖是装夹工件时对零件起定位作用, 应确保零件中心线与磨床砂轮主轴中心线以及砂轮修整器导轨直线面三者相互平行, 当三者不平行时, 零件加工尺寸会出现如图3所示逐渐大, 或者逐渐小的情况。顶尖是零件定位的主要基准, 加工过程中, 应该定期对前后顶尖进行检查, 当零件加工尺寸出现阶梯状, 椭圆状也要及时检查顶尖, 当顶尖磨损时要及时更换。大头顶尖头部磨损后不同心, 以及内柱塞和内套不良, 工件回转时易引起顶尖颤动。使加工轴的圆跳动值增大和超差。出现这种情况时, 要重新磨研顶尖合金头, 修整柱塞及套, 使圆跳动不超过0. 002mm, 当修复困难时, 必须进行更新。
3. 3 中心架对加工质量的影响
加工过程中中心架对曲轴中间的3个主轴颈进行浮动支撑, 以减小曲轴的挠度变形。当中心架支撑磨损或者动作异常时, 导致零件在加工中出现弯曲变形,或者导致工件发生震动。会直接造成零件震动, 产生波纹和中间下凹的情况。中心架的内贴塑磨损较大,存在间隙时加工时冷却液及砂粒等回流到中心架的移动套内, 产生阻力及振动, 影响加工件的椭圆度及加工表面的粗糙度。出现这种情况时要对中心架润滑系统进行清理, 使润滑到位, 或增大气压使中心架箱体内气压大于大气压, 避免冷却液及砂粒等回流到中心架套内。在问题严重时要对过度磨损部件进行更换。
3. 4 测头的影响
直径测量仪安装位置不良会影响直径测量误差,上测头要求安装在过轴中心线位置, 否则会造成测量误差, 影响测量结果。下测头块为硬质合金块, 经加工# 87#2006年第8期# 工艺与装备#磨损后接触面变大, 造成阻力加大引发测量跳动, 造成测量值与实测值不符。由于长期摩檫, 测头磨损厉害,当发生测头磨损时要及时调整和更换。
测头后部传感仪器传递信号回到系统进行分析处理, 由于仪器长期暴露在磨削液中, 非常容易污染, 要及时维修, 防止进水和信号线老化。
3. 5 驱动系统
砂轮进给驱动系统工作稳定性是保证质量的根本, 驱动系统故障会产生废品。
4 磨床的维修对策和技术改造
福田发动机厂的曲轴多砂轮磨床是13年前从德国进口的磨床, 是厂内最贵重的设备, 它代表当今世界曲轴主轴颈加工最先进的工艺和技术水平, 但是设备一直存在一些技术缺陷, 又经过长期使用, 设备精度严重下降。
该设备如果运送到德国进行技术改造, 预算费用在400万以上, 项目实施时间在60天以上。由于生产不能停止如此长时间, 发动机厂组织自己的技术队伍和国内资源, 进行技术攻关, 对修整器系统进行技术改造、提高修整器工作精度, 并对驱动器系统进行技术改造, 优化电控系统以及加工磨削参数, 攻克长期困扰我厂生产的曲轴质量的技术难题。
4. 1 修整器系统的技术创新改造
利用自己力量进行技术创新, 关键是确保修整器的丝杠精度, 以及各个部件的装配间隙合理, 要实现这种高精度要求, 必须进行一系列的技术创新, 才能满足要求。
对修整系统进行技术革新, 增加调整间隙的调整机构, 确保间隙最小, 维修和调整修整器系统, 更换进给丝杠, 减少长期使用造成的磨损间隙, 确保E40每次发出指令在执行时准确到位。5个独立的三角臂单独运行时应该活动自如, 无死点, 拉力时应小于120N。滑动轴在安装时, 滑动自如, 无死点, 丝杠及丝杠副应检查其精度, 公差等。
丝杠间隙控制十分重要, 丝杠副的间隙要求小于0. 002mm 以下, 检查办法为在修整器前端面用千分表测量, 用力拉动修整器前端, 观察表的移动数据。为了间隙调整, 在尾部改进结构设计, 增加调整垫片, 确保间隙减少到最小。
砂轮修整器的5个三角导轨和圆导轨由于长时间使用, 经常会出现砂轮撞击出现损坏的情况, 如果进口, 要花费大量外汇, 同时我们经过长期使用发现其原设计在间隙调整上存在技术不足, 为此, 我们对修整器的三角导轨, 圆导轨进行了重新设计, 通过我们自己力量, 在原来实物的基础上进行技术改进和优化, 完成国内设计, 国内制造的技术改造。
4. 2 定位系统的技术创新
定位系统主要是顶尖和中心架我们对前后顶尖进行了国产化的工作, 由于没有图纸, 首先进行测绘, 并根据国内的技术和加工工艺水平, 进行优化设计, 在国内设计制造出国产化的前后顶尖, 完成一种技术突破。
更换和调整中心架支持系统的相关磨损部件, 确保支持系统的精度, 减少零件受力的弯曲变形。
4. 3 测量系统
更换精度不良的测头, 调整各个测头位置, 确保位置正确。更换传感仪器, 确保测头采集信号准确不失真。
4. 4 驱动系统技术创新
利用自己的技术力量, 更换落后的驱动系统, 采用国际先进水平的驱动系统, 并进行部分软件、电路及其参数的修改和优化, 使其互相配套, 满足要求。
5 结束语
我们通过长期努力, 采用分析质量问题, 查找原因, 最后采取对策, 并进行技术创新的办法, 解决了长期困扰我们的加工质量问题, 获得了很好效果。主要体现在以下几个方面:
( 1)优化了修整器结构, 增加调整垫, 更换各个修整器磨损部件, 使精度达到国际先进水平;
( 2)更换国际先进的驱动器系统, 并优化程序, 达到国际先进技术水平;
( 3)加工零件100% 不用返修, 提升曲轴使用寿命, 实现质量的重大突破;
( 4)加工的零件不用返修, 节约了大量人力物力;
( 5)节约了国外技术改造费用340万元;
( 6)节约时间50天, 确保生产顺利进行。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








