
加工中心是带有刀库和自动换刀装置的数控机床。本文通过对一些加工中心换刀过程的分析和研究,提出了基于刀库合理布置、机械手类型的合理选择和特殊刀座的应用,来减少自动换刀装置的动作、机构的复杂程度及故障次数,以提高加工中心的效率、可靠性和可维护性。
1 加工中心刀库与主轴的布置方式
加工中心刀库与主轴的布置方式有四种。图1 中(a)、(b)一般用于卧式加工中心,(c)、(d)一般用于立式加工中心。刀库与主轴的布置方式,决定着机械手的抓刀方式、动作多少和换刀路线,进而影响机械手动作实现机构的复杂程度和机械手的可靠性。为了减少刀库/ 机械手的故障率,同时提高其可靠性,缩短换刀时间,我们先对一些加工中心的刀库布置和机械手的换刀试作分析。
2 加工中心刀库布置和机械手换刀的分析
2.1 日本牧野MARKINO 1210
卧式加工中心换刀过程MARKINO 1210 是卧式加工中心,采用盘式刀库,刀库容量为60 把刀具,刀柄为BT50,刀库刀套采用传统的炮筒式结构,机械手采用回转式结构,换刀示意图如图2。P1 为送刀机构取送刀的工位。假设现在主轴上正工作的刀具是T01,而要被换上的下一把刀具是T02,继T02 之后要被换上的刀具是T03。换刀过程为:
(1)刀库取刀:主轴正常工作,刀库旋转,将T02 所在的滑板由刀库沿滑道上移,并将T02 所在的刀座中心与P1 重合,等待换刀。当系统发出换刀指令后,送刀机构将刀具T02 及其刀座一起沿轨道移动到P2,等待换刀机械手换刀,在送刀机构工作的同时,主轴快速停转并回到主轴换刀点,主轴应离开被加工工件一段距离,为换刀留出一个足够的空间,避免换刀被工件干涉。
(2)主轴换刀:主轴回到换刀点,刀具T02 在P2。机械手旋转抓刀,外伸拔刀。旋转180°换刀,机械手装刀,机械手复位。主轴开始工作,送刀机构要将刚换下的刀具T01 放回刀库中。
(3)刀库装刀:送刀机构将刚才换下的刀具T01 沿轨道送到P1 处的滑板里,滑板沿轨道下移回到刀库中,刀库旋转,将T03 所在的滑板由刀库沿轨道上移,并将T03 所在的刀座中心与P1 重合,等待下次换刀。
换刀过程就是这样,由刀库取刀→送刀→机械手换刀→刀库装刀→刀库取刀循环,直到工件加工完成。
2.2 缺点分析
刀库容量大,加上采用盘式刀库引起刀库所占的空间较大,刀具由刀库到换刀点P2,并最终完成换刀和刀库装刀的操作太复杂,分别由刀库旋转→滑板上移→送刀机构→机械手换刀→送刀机构→滑板下移来完成。换刀过程中,如果其中一个环节出现问题,都可能无法正常工作,降低了效率,甚至发生事故。
3 提高自动换刀装置效率和可靠性的改进思路
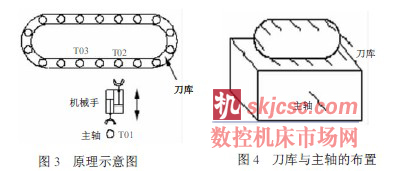
通过对多台加工中心换刀和机械手的研究和分析,我们发现许多加工中心都存在和MARKINO 1210 卧式加工中心类似的缺点。为了克服这些不足,我们从影响加工中心自动换刀装置效率和可靠性的若干方面做了改进。通过刀库与主轴的合理布置,机械手类型的选择,特殊刀座、刀座的应用来简化换刀的过程(原理示意图如图3)。
图3 中机械手采用直抓式,利用一种特殊的刀座[1],刀库和主轴的布置如图4。假设主轴上现在的刀具是T01,将要换上的刀具是T02,继T02 之后被换上的刀具是T03。
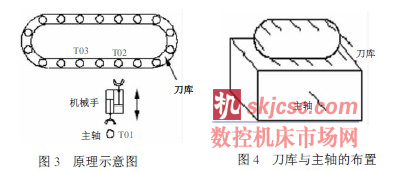
改进后的优点:通过分析,图4 所示的刀库是理想的,因为机械手换刀时,被换刀具必须和要换的刀具在同一个平面,且刀柄方向相同。这样机械手才能安全、快速的完成换刀,动作也少,实现较容易。直抓式机械手与刀库没有干涉,回转式机械手与刀库中刀具间有干涉(如图5 所示)。

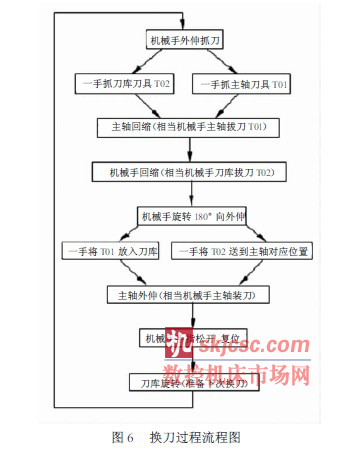
采用直抓式机械手还有的好处是,它与采用的特殊刀座和主轴的配合动作有关。这种刀座,机械手可以直接从刀座中将刀具拿出或放入,换刀过程流程图如图6 所示。
4 结束语
影响加工中心自动换刀装置效率和可靠性有诸多因素,刀库的合理布置和选择与之相适应的机械手,可以提高加工中心自动换刀装置的效率和可靠性。减少了加工中心的非切削时间,降低了故障率,有实用价值。刀库和机械手的合理配置后,取刀和装刀是同时进行的,并且由机械手来独自完成,刀库取刀、主轴换刀和刀库放刀的过程,比改变前减少了送刀机构的整个工作环节,减少了动作,提高了安全性、效率和可靠性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








