
1概述
随着数控技术的发展, 螺纹加工从攻丝向铣螺纹方向发展。铣螺纹有着攻丝不可比拟的优点: 螺纹精度和表面粗糙度明显优于攻丝; 加工范围广,一把刀可以加工不同规格的螺纹, 节省了昂贵的专用刀具费用; 良好的排屑条件等。目前, 由于数控机床不附带铣削锥螺纹的程序, 且铣削锥螺纹各路径段的空间位置和进给速度控制的计算复杂, 从而限制了锥螺纹铣削工艺方法的应用。本文对内锥螺纹铣削路径和各路径的速度进行了详细分析, 为精炼程序及编制内铣削锥螺纹子程序提供了依据。
2 锥螺纹的切削路径分析
铣锥螺纹有以下两种切削路径:
( 1) 从螺纹顶部向螺纹底部。此方式适用于排屑条件好的通孔, 其切削路径是快速定位到螺纹孔中心; 快进到安全距离加1/4 空间切入圆弧高度; 工进到1/4 空间切入圆弧起点; 沿切入圆弧工进到螺纹顶部大径; 沿锥螺旋线加工到孔深; 沿1/4 空间切入圆弧切出; 快退到孔中心; 返回到返回平面。
( 2) 从螺纹底部向螺纹顶部。此方式适用于盲孔, 其切削路径是快速定位到螺纹孔中心; 快进到小端1/4 空间切入圆弧起始深度; 工进到底部1/4 空间切入圆弧起点; 沿切入圆弧工进到锥螺纹的底部大径; 沿锥螺旋线加工到安全距离; 沿1/4 空间切入圆弧切出; 快退到孔中心; 返回到返回平面。其中, 由于顶部和底部螺纹大径、1/4 空间切入切出圆弧段和锥螺旋线路径段较复杂而需要分析。
2.1 顶部和底部螺纹大径的确定
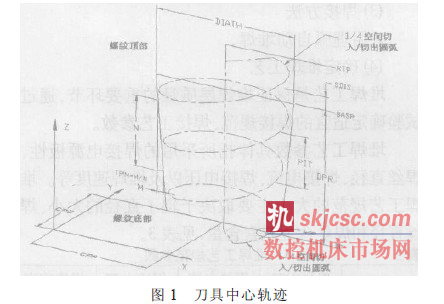
刀具中心轨迹见图1。在加工锥螺纹时, 已知下列参数: 基面上的螺纹大径DIATH( 半径RAD) 、基面绝对坐标BASP、螺距PIT、楔度TPM、安全距离SDIS( 工进开始到基面的距离) 、螺纹深度的绝对坐标DP( 或相对基面的距离DPR) 。由于SDIS 到DP的距离不一定是螺距PIT 的整数倍, 所以要先取整, 从而得到取整后的安全距离, 其参数关系如下:
SDIS=SDIS+’[TRUNC(BASP+SDIS- DP) /PIT]+1+×PIT- ABS(BASP+SDIS- DP)
式中:
TRUNC—取整函数;
ABS—取绝对值函数。
这样, 顶部切入切出点的螺纹大径为:
RADB=RAD+TPM×ABS(SDIS)
底部切入切出点的螺纹大径为:
RADS=RAD- TPM×ABS(BASP- DP)
2.2 1/4 空间切向切入切出圆弧的确定在切入工件时, 若采用垂直切入方式不但切削力陡升, 而且会在切削表面遗留刀痕, 影响工件表面粗糙度; 采用圆弧切向切入切出工件会很好地解决这个问题。采用1/4 空间切向切入切出圆弧, 所需要确定的是刀具中心沿空间圆弧运动的起点和终点的X、Y、Z 坐标, 以及圆弧半径。
按下列参数关系可得到顶部和底部刀具中心的切入切出空间圆弧的参数关系。顶部切入切出空间圆弧:
圆弧半径 HRDB=(RADB-WR) / 2
圆弧起点和终点的高度差
HH4B=PIT/4×(WR+HRDB) /RADB
圆弧起点坐标 X=CPA+RADB-WR- HRDB
Y=CPO+HRDB
Z=BASP+SDIS+HH4B
圆弧终点坐标 X=CPA+RADB-WR
Y=CPOB
Z=BASP+SDIS
底部切入切出空间圆弧:
圆弧半径 RDS=(RADS-WR) /2
圆弧起点和终点的高度差
HH4S=PIT/4×(WR+HRDS) /RADS
圆弧起点坐标 X=CPA+RADS-WR- HRDS
Y=CPO+HRDS
Z=DP- PIT/4×(WR+HRDS) /RADS
圆弧终点坐标 X=CPA+RADS-WR
Y=CPO Z=DP
2.3 锥螺旋线路径段
由于数控系统中不提供锥螺旋线的插补指令,因此锥螺旋线路径段只能由长度很小的直线或者圆弧来逼近。而在同等长度条件下, 直线逼近的误差较圆弧逼近的误差大。如果在同等条件下达到工件的精度要求, 直线逼近所需的直线段就会很多,在机床控制系统计算速度受限制的情况下, 机床运动有时会发生抖动。在此介绍的是采用空间圆弧逼近锥螺旋线的方法。
在SINUMERIK 840D 中, 关于圆弧运动有一个指令叫中间点圆弧。它只需指明圆弧终点及起点与终点之间的一个中间点, 而不需要通过I、J、K 等参数指明圆弧的圆心位置, 并且该指令可以实现空间圆弧运动。
随着刀具中心沿螺旋线运动, 刀具沿圆周经过一定的角度INIA。此时, 刀具中心距螺孔中心的距离RB、刀具中心点的空间坐标X、Y、Z 均在变化, 其参数关系为:
( 1) 从螺纹顶部向螺纹底部
RB=RADB-WR- ABS(PIT/360×INIA×TPM)
X=CPA+RB×COS(INIA)
Y=CPO+RB×SIN(INIA)
Z=BASP+SDIS- ABS(PIT/360×INIA)
( 2) 从螺纹底部向螺纹顶部
RS=RADS-WR+ABS(PIT/360×INIA×TPM)
X=CPA+RS×COS(INIA)
Y=CPO+RS×SIN(INIA)
Z=DP+ABS(PIT/360×INIA)
这样, 每取两个点就可完成一个CIP 空间圆弧。采用CIP 空间圆弧比直线更能提高逼近的精度, 有效地提高了螺纹的精度和质量。
3 切削速度控制
由于刀具中心轨迹的曲率半径在不断地变化,为保持刀具切削刃部的切削速度( FFR) 恒定, 刀具中心的进给速度应该随之变化, 其参数关系为:
![]()
式中:
Ftc—刀具切削刃部的进给速度;
Rtc—刀具中心轨迹的曲率半径; WR—刀具半径;
FFR—给定的进给速度。
4 程序设计参考的因素
设计程序时要考虑以下因素:
( 1) 程序的通用性。可将程序设计成可传递参数的通用子程序, 这样, 可以像调用标准循环一样调用;
( 2) 程序应根据给定参数及上述参数关系自行求解螺纹顶部和底部大径、各定位空间点、空间切向切入切出圆弧的定位尺寸、各路径段的进给速度、根据给定参数可选择从里向外或从外向里铣削;
( 3) 角度INIA 的处理。顺时针铣削时INIA 是负向增加, 即INIA=INIA- 角度增量; 逆时针铣削时INIA是正向增大, 即INIA=INIA+角度增量。
5 结论
通过对内锥螺纹在数控机床上铣削加工的各路径段位置及速度参数关系的分析, 建立了铣削内锥螺纹的加工过程参数化的子程序, 该加工程序不仅适应各种规格的内锥螺纹的数控铣削加工, 而且解决了内锥螺纹在数控机床上加工的程序问题, 为普及内锥螺纹的数控铣削加工提供先决条件。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








