

汽车行业中发动机曲轴,凸轮轴类零件的磨削是重要工艺,汽车业的飞速发展对曲轴类零件的磨削加工也提出更高生产效率的要求,磨削速度亦随之越来越高,随之带来一系列磨削烧伤及应力产生等问题,现就这些磨削质量与技术问题进行探讨。
关于高速磨削烧伤及其应力问题
轴类零件磨削烧伤一般可分为两类,一是表面明显过热烧伤,肉眼可见,此时,零件加工表面工作硬度已丧失,应力高度集中,属报废情况;另一类是肉眼不可见的表面磨削烧伤,使零件表面工作硬度有所下降,由于切削功率热效应,使金属材料在一定深度的金相组织发生变化,由温度变化梯度产生了相应层面的热变形应力。此时零件如在短期中使用无大影响,但工作寿命不长,在今后发动机长期工作中,应力会逐步释放而影响发动机工作,二加工应力产生除烧伤引起外,还可由切削挤压产生的挤压应力引起。由磨削机理可知,轴类零件表面在经过高速磨削时,微观表面可看作工件表面某质点在受到挤压尚未弹性恢复时又再受到挤压,从而部分失去材料的弹性变形,这些情况是在砂轮主轴由滚动轴承支承下磨削产生的,即整个磨削在砂轮与零件、主轴与轴承之间完全刚性接触中完成的。实际上,滚动轴承支承砂轮主轴在磨削中会有振动及较大噪声,这样零件被磨削,表面会额外产生振纹,并影响工件表面光洁度的提高。而静压轴承支承的砂轮主轴,在磨削时轴承与主轴是柔性接触,不会出现刚性接触中的那种振动。
新型超音速磨削动静压轴承技术
笔者长期研制高速、高精度,高承载力的动静压轴承,较典型的是具有专利技术的GL-01型(如图1所示)和GL-02型(如图2所示)。
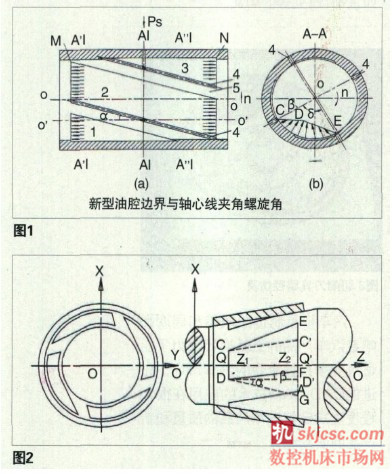
新型静压轴承均能达到超音速磨削主轴转速120000r/min以上,主轴直径为![]() 无密封环。这里对GL-02型轴承进行简单介绍,这是一种内锥螺旋油腔的轴承系统,省去了传统的平面止推轴承,也没有密封圈。主轴大端
无密封环。这里对GL-02型轴承进行简单介绍,这是一种内锥螺旋油腔的轴承系统,省去了传统的平面止推轴承,也没有密封圈。主轴大端![]() 120mm,使用CBN砂轮,砂轮直径
120mm,使用CBN砂轮,砂轮直径![]() 500mm,主轴转速12000r/min,砂轮线速度370m/s,超出音速。
500mm,主轴转速12000r/min,砂轮线速度370m/s,超出音速。
1.这里CDEF是实际圆锥面螺旋油腔,虚线部分CDGC’ 是假想圆锥面油腔,DD’与轴心线QQ’平行,DG与DD’夹角为圆锥半角![]() ,DF与DD’ 夹角为螺旋角
,DF与DD’ 夹角为螺旋角![]() ,FA为径向封油面。假想DD’为主轴某一切面线,沿n方向旋转,从油腔A点依次转过
,FA为径向封油面。假想DD’为主轴某一切面线,沿n方向旋转,从油腔A点依次转过![]() 等,显然当主轴任一切面线一部分进入某油腔时,该切面线的另一部分正在逐步移出上个油腔,这就是螺旋油腔。由于螺旋油腔轴承受载荷是均衡无方向性的,主轴旋转将是极其平稳的。主轴运转速度在相当大的范围内不受任何限制。
等,显然当主轴任一切面线一部分进入某油腔时,该切面线的另一部分正在逐步移出上个油腔,这就是螺旋油腔。由于螺旋油腔轴承受载荷是均衡无方向性的,主轴旋转将是极其平稳的。主轴运转速度在相当大的范围内不受任何限制。
2. 由于是圆锥轴承,油膜对主轴表面的法向反力分解成径向分力![]() 和轴向分力
和轴向分力![]() ;轴向分力的存在使轴承系统中不需平面止推轴承的介入(当然圆锥轴承需成对使用),结构简单。更重要的是圆锥轴承是天然的无需轴颈密封环封油的轴承系统。无论主轴处于静止或低速或高速旋转状态都无需密封环。可作如下证明:设油液从Z轴正向流出轴承时,在Z轴任意取二截面Z1、Z2,并在Z1、Z2处取二小区域
;轴向分力的存在使轴承系统中不需平面止推轴承的介入(当然圆锥轴承需成对使用),结构简单。更重要的是圆锥轴承是天然的无需轴颈密封环封油的轴承系统。无论主轴处于静止或低速或高速旋转状态都无需密封环。可作如下证明:设油液从Z轴正向流出轴承时,在Z轴任意取二截面Z1、Z2,并在Z1、Z2处取二小区域![]() ,分别求出Z1截面Z2截面的容积
,分别求出Z1截面Z2截面的容积![]() 。
。
![]()
![]()
当油液从Z1区域流向Z2区域时,由于不能填满Z2区域的容积,需从Z1区域再补充一部分油液作增量![]() ,这样一次类推,当油液从Z轴正向流出,油液将连续增量,即有一加速度,方向指向Z轴方向,使油液迅速流出Z轴正向(实践由液体成喷射状流出轴承,而不是传统圆柱轴承那样“从容”地流出)。油液不可能逆加速度方向由Z轴负向流出轴承。所以这是无需密封环的静压轴承系统。对于传统的静压轴承系统,单只轴承有压力反馈,而前后轴相互间无反馈,即单只轴承径向刚度基本决定了整个轴承系统径向刚度,而新型轴承为圆锥孔,单只轴承无刚度,需成对使用,即二只轴承共同组成了轴承系统刚度,显然锥度孔轴承系统刚度,要远大于传统的圆柱孔轴承系统刚度。且由于是螺旋油腔,其主轴在工作旋转中,整体无压力极值变化,故工作稳定。
,这样一次类推,当油液从Z轴正向流出,油液将连续增量,即有一加速度,方向指向Z轴方向,使油液迅速流出Z轴正向(实践由液体成喷射状流出轴承,而不是传统圆柱轴承那样“从容”地流出)。油液不可能逆加速度方向由Z轴负向流出轴承。所以这是无需密封环的静压轴承系统。对于传统的静压轴承系统,单只轴承有压力反馈,而前后轴相互间无反馈,即单只轴承径向刚度基本决定了整个轴承系统径向刚度,而新型轴承为圆锥孔,单只轴承无刚度,需成对使用,即二只轴承共同组成了轴承系统刚度,显然锥度孔轴承系统刚度,要远大于传统的圆柱孔轴承系统刚度。且由于是螺旋油腔,其主轴在工作旋转中,整体无压力极值变化,故工作稳定。
笔者在实践中看到,滚动轴承支撑主轴,在高速旋转时的振动要比相同条件下低速旋转时振动小的多。而动静压轴承高速与低速旋转时,其振动无变化。且高速滚动轴承的有效工作寿命较短,一般仅几个月就需要更换轴承,而动静压轴承正常使用下,工作寿命长达数十年之久。对造价来说,单套滚动轴承要比滑动轴承价格便宜,但考虑其工作寿命来说,两三年的消耗量就使滚动轴承的成本高于滑动轴承,且经常更换轴承影响主轴工作精度。另外在大曲轴粗磨状况下,用新型轴承磨削,生产效率提高了25%(不包括辅助工作时间的节省)。
关于活塞环端面新型磨削技术
众所周知,活塞环发动机中一个重要的零件,虽然件小,但技术要求频高,不但要求行位精度高,表面硬度、光洁度、应力集中等问题也很严峻。和轴类零件磨削加工有所不同的是,活塞环端面磨削均为滚动轴承支撑的砂轮。工件、砂轮、主轴、轴承等完全是刚性接触。这是因为传统的静压轴承其轴向力是靠环状止推静压槽油腔产生。这个轴向力是较小的,无法承受活塞环端面的磨削力。而GL新型轴承是锥度轴承,在工作中无论是磨削零件外圆或是端面,均是由轴承锥度面承载,这个磨削力是巨大的,足以搞笑的磨削零件的端面,且是柔性接触,这对活塞环表面质量提高有很大改善。本公司在711所的新中厂试磨大曲轴磨床法兰时,用![]() 1450mm直径的砂轮,磨
1450mm直径的砂轮,磨![]() 800mm的大法兰,磨削状况良好。另外活塞环端面磨床砂轮主轴,虽然是中低速工作,但却经常更换主轴轴承,由于其特殊工作状况所定,每次更换轴承都很困难,而采用新型锥度静压轴承可避免上述情况。
800mm的大法兰,磨削状况良好。另外活塞环端面磨床砂轮主轴,虽然是中低速工作,但却经常更换主轴轴承,由于其特殊工作状况所定,每次更换轴承都很困难,而采用新型锥度静压轴承可避免上述情况。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








