
摘要:风电定子齿压板大而薄,加工中极易变形。文中对其加工工艺进行了研究探讨,采用了合理的加工工艺,并在工件翻身、压紧方式、铣槽顺序、清根处理等方面进行改进,保证了产品质量,满足了生产要求。
关键词:定子齿压板; 工艺研究; 变形
1 引言
伴随风电市场的竞争日益激烈, 风电产品中各部件的加工工艺直接关系到产品的质量和竞争优势。哈电生产的风力发电机试验机组结构与以往常规水轮发电机结构大不相同, 其中定子齿压板不同于水轮发电机的分瓣压板与压指通过胎具固定后焊接结构, 为保证压指平面度的齿压板,风电的定子齿压板设计为整圆结构,即压板与压指合为一体, 通过加工来保证压板和压指的平面度及压指的间距。由于齿压板厚度仅为25mm,压指加工量大,加工过程中工件极易产生变形,加工难度非常大。为了完善并优化此形式的定子齿压板的加工方法, 必须通过加工工艺研究,掌握风电定子齿压板加工新工艺,以便在今后加工此类结构齿压板的过程中, 能有效防止加工变形,保证压指等部位的平面度等形位公差,确保装配后定子铁芯的紧量及波浪度等满足要求, 为下一步制造此类风电机组作好技术储备。
2 可行性工艺方法研究
定子齿压板加工后厚度为25mm,外圆为准2110mm,内圆为准1904mm, 径向宽度仅为103mm, 径向槽深为65mm,轭部连接仅为38mm。齿压板共有156 个压指,每个压指宽度仅为8mm,加工量非常大,工件单薄,加工过程中的变形极难控制。采用合理的加工工艺有效防止工件加工中的变形,保证产品质量是此次工艺研究的目标。
齿压板进行车序加工时,因来料厚度为50mm,加工后要求为25mm,为消除应力减少变形,采取了多次翻身粗车的加工方法, 每次加工量不超过3mm 就要进行翻身,由于工件为薄环状件,为避免吊车吊运翻身造成局部受力过大变形的情况发生, 每次翻身都是由操作者人工翻身及转运。车削加工时找正后没有采用夹紧的方式,而是采用压紧的方式固定,也是为了有效防止齿压板变形。
半精车时厚度方向留有3mm 余量。此时进行铣削加工齿压板槽, 在数控龙门铣床平台上,找正后在内圆压紧,铣削加工外圆定位筋配合槽。加工合格后,将压紧工具移至外圆侧,压紧。铣槽时为了防止变形,采取了如下措施:
(1)铣槽时,从上平面开始铣槽,轴向深度25mm,车序时留了3mm 余量,即铣槽后压板厚度方向仍有3mm 在压指之间保持连接, 在铣削时增加压指强度

(2) 铣槽过程中不采用顺序加工,采用隔槽加工的方式,尽量减小铣削时对槽尺寸的影响。
(3)根部图纸要求R5,采用准10 的钻头先钻出孔后,采用准20 的铣刀加工31mm 宽槽, 铣削后在R5 处存在两种刀具加工的接刀,利用准10 铣刀进行清根处理。
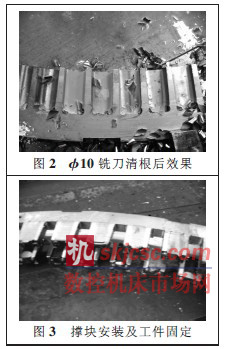
加工合格后,利用已提制的匹配槽宽的撑块, 撑块厚度略小于25mm, 安装于压板槽内, 隔一个槽安装一个, 在内圆侧点焊固定, 防止在车序加工平面时出现倒齿现象。
由于需要加工上平面铣槽后连接着的3mm 厚度留量,车削加工时,无法夹压,利用车胎, 找正后点焊于车胎上进行车削。
车序后检查结果平面度小于0.10mm,好于预期目标。满足图纸及安装需要。
3 结论
定子齿压板是定子铁芯中用以压紧及固定铁芯的关键部件,而风电定子铁芯结构中没有穿心螺杆,定子卧放时冲片易松动,其齿压板起到尤为关键的作用,其加工质量关系到定子铁芯的紧量, 进而影响到机组运行的稳定性。因此在机械加工中对齿压板的变形进行了严格控制。
在整个加工工艺过程中,由于受工件外形尺寸的影响,遇到了许多技术难题,结合现有生产设备实际条件,不断地完善工艺工序,改进加工技术,保证了工件的加工质量。经过实践证明,本次工艺研究取得了明显的成功,达到了预定的目标。通过本工艺科研研究,掌握了风力发电机中结构单薄的定子齿压板的加工技术。
伴随国家综合国力的不断提升, 清洁新能源的发展将是今后能源发展策略的重中之重, 今后风力发电机的市场前景比较广阔,通过该类产品的生产工艺研究,做好工艺技术储备、积累加工经验,为将来制造此类风电机组的批量生产打好坚实的技术基础。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com








