



在标准行程和单位时间的切削体积方面,对市场上常见的涂层和无涂层硬金属刀具与所研发的陶瓷刀具的对比结果表明,采用全陶瓷铣刀的生产效率可以提高八倍
对全陶瓷铣刀的研发开启了镍基合金材料加工的美好前景。与硬金属刀具相比,全陶瓷刀具的加工效率可以提高八倍。
材料科学领域的技术进步和继续发展不断促进对高难度工件加工的能力和效率。采用镍基合金材料可以极大提高汽轮机的整体效用。由镍基合金材料构成的单晶汽轮机斗轮配备有一个复杂的冷却槽与陶瓷隔热层系统,它将在高达1450℃的温度条件下投入使用。这种独特的机械和耐热性能却向机械加工提出了极大的要求。仅在加工一件喷气推进装置上,就需耗用大约3000件转位刀片,相对而言,对一辆轿车的制造,则平均却只需耗用两件转位刀片。
实现更高的切削速度 镍基合金材料的耐热性高、导热性差,因此可造成切削表面的温度很高。这会促使切削材料变软。由于在其微结构中含有易磨损的碳化物,在温度和机械过负荷的情况下,刀具往往容易失灵。经涂层的硬金属刀具只在20m/min以下的切削速度作业时,工作稳定。各种试验表明,通过采用陶瓷材料切削,切削速度有望提高30~50倍。关键性的因素是陶瓷具有优越的耐热性能。因此,可以在切削流程中,把温度提升到足够高,使工件材料变软,变得容易被切削。由此可以跨入到高速切削(HSC)技术领域。与采用陶瓷材料的转位刀片相匹配的铣刀在市场上已有供应,这种刀具还可用在汽轮机斗轮的粗加工上。但是,出于设计方面的原因,刀具的最小规格仍有所限制。目前商用最小刀具的直径为32mm。针对要求更小刀具直径或复杂的切削轮廓面的加工任务,除了采用硬金属刀具和HSS刀具之外,还可以采取研磨工艺和线切割工艺。
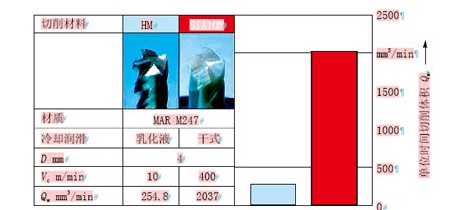
图1 硬金属刀具与全陶瓷刀具在铣削MAR M247镍基合金上的对比
把现代陶瓷切削材料的切割能力引用到这些应用场合上来,已成为位于柏林的Fraunhofer-Institut für Produktionsanlagen und Konstruktionstechnik(IPK)研究机构的研究重点。早在2006年,第一批陶瓷铣刀试验样品在Fraunhofer-Allianz高效陶瓷公司的“Cercut”项目中问世。这些刀具在试验性应用中获得了成功。鉴于刀具制造厂商和用户予以的积极反响,联合机构将继续向前推进业已展开的研发工作。 推进全陶瓷刀具的研发 在2008年1月,“制造全陶瓷带柄刀具工艺(Tech-Volk)”项目启动。此后,项目小组全力以赴地投入到对切削外形与应用场合相适应的全陶瓷铣刀的研发工作中。由于项目中的各合作单位都有各自不同的优势和工作重心,因此,整个工艺流程环节可以得到通盘的考虑。从陶瓷坯料的生产、磨削策略应用和磨削刀具的加工,直至现代化HSC加工中心对具体工件的切削应用,工件材料的品种范围涵盖了镍基锻造合金(如Nimonic 90)和铸造合金(如MAR M247)等。
为了能够适应复杂的HSC铣削工艺的负荷状况,切削材料必须要满足一些特殊的要求。切削过程中断可导致刀刃边缘很高的负荷变换和温度波动。在一定的时间间隔中,刀刃可能不处于切入状态,此时刀刃的表面温度会比心层内部的温度更容易冷却下来。由于存在热膨胀状态差异,在刀具边缘区域会形成拉应力,从而很容易致使裂纹产生。陶瓷对拉应力更为敏感,因此,面对这种机理,陶瓷显得尤为脆弱。对于这种切削材料来说,采用干式加工变得非常必要,因为冷却润滑将会加剧刀具的冷却效果,对刀具的使用状态将造成额外的负面影响。采用经碳化硅触须强化的Al2O3和SiAlON,其内部成分和结构就决定了此类材料具有阻止裂纹生成、提高断裂韧性的特点。这两种切削陶瓷材料作为转位刀片,已经被投放到市场上,并在使用中表现良好。
给人希望的后续发展主要是指所谓的分级陶瓷的生产。对此,通过后续加工,可以有针对性地改变这种材料的强度特性。如同钢材通过淬火处理一样,对陶瓷也可以制成耐磨性强的边缘部位和不易断裂的心层区域。
在全陶瓷研发过程之前,即对这两种陶瓷材料作为转位刀片的使用特性,进行了分析。其间,对材料的耐磨特性也进行了研究和评价。通过在工件上进行力学测定并结合FEM模拟试验,可以实现对刀具设计的详细分析。从实际试验中所获得的认知与数字测定的负荷极限相辅相成。由此,可以识别出那些不利于陶瓷强度特性的负荷状况。同时,也考虑到了不同刀具形状所具有的不同的自振动特性。通过对刀具和工艺流程的有针对性的设定,不仅可以极大降低刀具的磨损程度,提高使用寿命,而且也极大改善了工件表面的几何形状质量。

图2 陶瓷铣刀上粘附切屑材料,加工轨迹数量增多
对于一家研究结构来说,很关键的一点便是它拥有得天独厚的好条件,即在自家的高精密磨床上制造刀具,随后也在刀具测量设备上测量刀具,并在动力性强的HSC加工中心上对刀具进行测试。由此可以达到很短的研发周期和对工艺流程的深度认知。 切削速度可达600m/min且工艺稳定 以往的铣刀直径为4~8mm。其外形轮廓适合于端面加工和圆周加工。其间在双刃外形的基础上,也对最多拥有十刃的精细刀具进行了研制和测试。最大切削速度可达600m/min,最大进给速度可达10000mm/min,且工艺稳定。为了测定陶瓷刀具的能力和经济性,对陶瓷刀具和硬金属刀具进行了对比性试验。加工任务为铣槽,所选用刀具的直径为4mm。在标准行程和单位时间的切削体积方面,对市场上常见的涂层和无涂层硬金属刀具与所研发的陶瓷刀具进行了对比。迄今为止的结果表明,采用全陶瓷铣刀的生产效率可以提高八倍(图1)。在这里,工艺流程的匹配至关重要。仅仅依靠提高切削速度,并不能获得真正的成功。研究结果同时也表明,陶瓷刀具的潜力尚未得到充分发挥。
很高的工艺流程温度造成切削下的材料粘附在刀具和工件上(图2)。除了工件材质和切削参数之外,切削材质也是非常重要的。目前正在探索有效避免切屑粘附的技术工艺。另一个工作重点在于对磨削加工对刀具边缘质量和表面质量的影响的研究。此外,通过流体研磨工序,促使刀具变得圆润和平滑。可以实现对刀片边缘和表面特征的有针对性的调整。在项目的后续执行中,除了继续研发刀具的几何外形、优化刀具生产之外,特别要把刀具的使用和普及列为重中之重.
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

