



CNC高速随动外铣
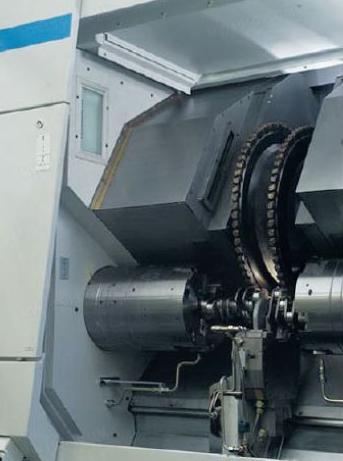
德国BOEHRINGER VDF315OM-4的高速随动外铣
现介绍一款型号为VDF315OM-4的高速随动外铣床的性能。该机床是德国BOEHRINGER公司专为汽车发动机曲轴设计制造的柔性数控铣床,该设备应用工件回转和铣刀进给伺服连动控制技术,可以一次装夹不改变曲轴回转中心随动跟踪铣削曲轴的连杆轴颈。采用一体化复合材料结构床身,工件两端电子同步旋转驱动,具有干式切削、加工精度高、切削效率高等特点;使用SIEMENS840DCNC控制系统,设备操作说明书在人机界面上,通过输入零件的基本参数即可自动生成加工程序,可以加工长度450~700mm、回转直径在380mm以内的各种曲轴,连杆轴颈直径误差为±0.02mm。
CNC车-车拉机床

(左)双刀盘车-车拉 (右)双刀盘高速外铣
该设备一次设定能完成所有同心圆的车削,并在同一台机床上完成车-车拉(车侧端面)加工,加工效率高,通过使用特殊卡盘和刀具系统还能实现柔性加工,且机床保养简便维护成本也较低,特别适用于平衡块侧面不需加工、轴颈有沉割槽的曲轴。其中拉削工艺可用高效的梳刀车削工艺代替,梳刀加工通常放到该工序的最后工步,通过微量的径向进给和纵向车削实现高速精加工。
梳刀刀片
曲轴止推面车滚专机
该设备用于对曲轴止推面精车滚压加工,并具有以下技术特点:滚压抛光止推面并在线测量、滚压抛光代替磨削加工、可同时进行车削加工、在刀盘上装有滚压抛光装置、可获得更高精度。目前性能较好的设备有德国赫根赛特(HEGENSCHEID)公司的曲轴止推面车滚专机等。

止推面精车滚压机
CNC曲轴磨床
以德国勇克集团(JUNKER)的摆动跟踪系列磨床为例,该设备采用了用于高速加工的CBN砂轮和使用油冷却曲轴的组合,适用于加工汽车发动机曲轴,质量可靠。主要性能有:在加工过程中检测并修正轴颈圆度和尺寸;带有“学习功能”的控制系统,附加对圆度偏差和干扰量的自动补偿,可进行补偿的干扰量是:温度,机械及动力影响,磨削余量的变化,材料以及金相结构的变化,砂轮的可切削性,机床的磨损状况;磨削主轴颈和连杆轴颈一次装夹,理论上的偏差为零;切入式磨削及摆动式磨削;对“敏感工件”的支撑,在主轴上采用自动对中心的三点式中心架;CNC控制的冷却剂供给保障了磨削区域的持久用量;采用静压圆型导轨,无爬行现象,确保持久的高精确度(X轴导轨,进给丝杠,止推轴承;减震抗扭转床身,使用矿物的合成材料浇注而成,具有良好的吸震抗弯功能;砂轮轴适用于高达140m/s的磨削。

曲轴轴颈圆度测量装置 可检测并修正轴颈圆度和尺寸
从以上所介绍的几种先进设备可以看出一个共同点,就是高速高效柔性化,适合于当今产品多品种、小批量的发展趋势。由于曲轴加工不同于普通机械加工,许多工序必须使用专用刀具,如上面介绍的内铣、车-车拉和高速外铣,所使用的都是专用刀具,这些刀具的刀体制造复杂,价格也比较昂贵。如果产品变型要牵涉曲轴结构的变化,就导致必须使用新的刀体来加工曲轴,这就会影响产品开发周期和制造成本,最终导致产品缺乏竞争力。现在瓦尔特等刀具制造商已开发出柔性化的曲轴制造专用刀具-模块化刀具。大大缩短了产品开发周期,降低了制造成本。
汽车工业中大概有60%的刀具属于特殊刀具,其中占据最大加工比例的单个组件是曲柄轴。此组件的特殊设计要求使用特殊刀具:外部及内部铣刀以及用于网状加工和轴承加工的车拉加工。所需材料为高抗拉钢或球墨铸铁。用于曲柄轴的外部铣刀有至少400个刀片。

如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

