



开发并开始销售CNC外圆磨床GL5i
捷太格特JTEKT以稳定的加工精度及对设备信赖性的热情的概念开发了CNC外圆磨床GL5i,并将于10月30日~11月4日在东京国际展览中心召开的第27届日本国际机床展(JIMTOF2014)上展出,开始销售。
1.开发概要
近年来客户对高精度高生产性能、操作性安全性的提高的要求越来越高,为了响应需求开发出了继GL4E、GL5Ⅲ的量产新机型。本机型不但拥有高精度技术加工节拍缩短技术等,还是一款植入了量产设别所需的高开工率技术的外圆磨床。
2.设备特点
①稳定的尺寸精度
・采用床身左右对称构造,减少50%热扭曲
・采用平均热影响的最适合的冷却液路径及断热用绝缘罩,减少30%热变形
・尺寸变化由φ5μ减少到φ3μ
②最快节拍提案
・ 采用世界最高级别CNC装置TOYOPUC-GC70、减少量仪测量部位、无需驱动工具实现最快的加工节拍。
③无需换型
・配置自动顶尖距调整装置,不需要进行工件长短不同的换型
(该装置在过去17年间交货业绩达到1,400台,业界No.1)
・配置无需驱动工具的两侧驱动主轴台,不需要进行直径大小不同的换型
(该主轴台在过去10年间交货业绩达到1,000台,业界No.1)
④消除切屑难题
・选配规格中准备了高洁净度冷却液装置,此装置可消除由于量仪装置夹杂切屑造成的尺寸不良(历来80ppm→新机30ppm、※1ppm=1mg/L)
・延长水箱换水周期
・减少水箱清扫频率
・消除工装・配管内的切屑堆积
⑤安心・安全・简单(提高了操作性・安全性-TOYOPUC GC70 CNC装置-)
・CNC显示⇔采用图示,使不同语言国家操作人员都明白
・操作面板8种语言对应(英、中、德、法、意大利语、西班牙语、波兰语、葡萄牙语)
・停电检出功能使砂轮离开工件保护了砂轮
・手动操作时在砂轮与工件的干涉领域会自动切换到低倍率,防止干涉
・加工新工件时,干涉领域内的进给速度会自动降低以支持调试等确认作业
・手动操作时通过显示运行方向以防止操作方向发生错误
3.设备规格
| 项目 | 单位 | GL5i |
| 工作台上旋转 | mm | φ320 |
| 顶尖距 | mm | 250/320/630 |
| 磨削直径 | mm | φ0~φ220 |
| 砂轮(直径×宽) | mm | φ510×MAX150(普通砂轮) |
| 砂轮线速度 | m/s | 45(普通砂轮) |
| 砂轮台最小设置单位 | mm | φ0.0001 |
| 砂轮轴电机 | kW | 5.5 |
| 设备尺寸 (长×宽) | mm | 3040×2877 (顶尖距320规格) |
4.销售目标
一年 100台
5.销售价格
1,750万日元(GL5i-32)
6.交期
从2015年6月开始交货
")
卧式加工中心 e500H-GS高精度化・高功能化
捷太格特JTEKT实现了去年开发的e500H-GS更高精度化・更高功能化,并将于10月30日~11月4日在东京国际展览中心召开的第27届日本国际机床展(JIMTOF2014)上展出。
我司倾尽全力进行刮削加工所需各项技术的研究开发,并很快实现了生产线上的量产化。其技术有①刮削加工用低阻力刀具设计②高速高精度滚齿控制(TOYOPUC-MC70)③高速高刚性工件轴④刮削加工技术。且各项技术独立成立,皆可为客户提供。
1.实现高精度化・高功能化的新技术
此次针对生产线上的加工需求,提高了模拟技术控制技术,实现了高精度化・高功能化齿轮加工。
①高精度化
(1)减少加工误差的刀具位置补偿
通过采用经过齿轮形状模拟测试的刀具位置补偿,提高齿轮形状精度(加工误差15μm→7μm)
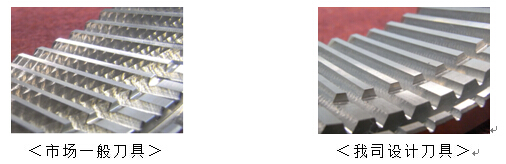
(2)减少磨削阻力的刮削刀具设计技术
解析工件设备的刚性及切削力,设计低阻力高刚性的刀具,
由此提高加工面质量,减少1/2加工时间
【加工面质量差异】
<市场一般刀具> <我司设计刀具>
②高功能化
改变加工中心程序,通过轴进给、主轴旋转及高速联动,可完成刨床钻床等专机无法加工的齿轮加工齿线加工,且皆能达到10μm以下的加工精度。
(1)齿轮:能够简单制作鼓形齿轮加工
(2)齿线:可任意制作拐角
2.e500H-GS主要特点
①通用加工中心齿轮加工工序集约
历来工序:车削 → 滚齿 → 刨削 → 倒角 → 开孔
※每道工序需要一台设备
新工序 :车削 + 刮削(滚齿) + 倒角 +开孔
※ 从车削到滚齿开孔可用1台加工中心替换
※ 一次装夹完成加工,加工精度稳定
②加工中心车削功能
通过配置高速工件轴,能实现加工中心的车削加工
③高线速度加工提高生产性能
能达到历来加工切削速度的大约2~5倍速度的加工,提高生产性能
④通过缩短不完全齿轮处,使客户产品小型化轻量化
⑤自动编程功能
仅需输入齿轮产品各数据、刀具各数据、切削条件各数据即能简单地编程
3.销售目标
一年 10台
4.销售价格
6,500万日元
卧式加工中心 FH630SX-i追加新功能
捷太格特JTEKT针对去年开发的FH630SX-i新开发出以下2项新功能,并将于10
月30日~11月4日在东京国际展览中心召开的第27届日本国际机床展(JIMTOF2014)上
搭载展出。
1.即时热变形补偿功能
1.开发背景
在各种金属零件加工中,由工厂内温度变化或者内部发热等引起的设备热变形会给加工精度带来很大的影响。为此,客户为了不影响加工精度通过实施暖机运转或者空调使工厂内恒温,同时当影响到加工精度时进行手动修正或补偿加工。此次开发的即时热变形补偿功能,通过设备本体及相应系统划时代地减少了由热变形造成的加工误差,并解决困扰客户的长时间加工时的加工精度变化,且使即使在制造业全球化进程中提供安心稳定的设备成为可能。
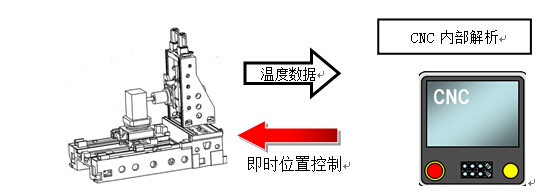
2.即时热变形补偿功能概要
・开发我司独有的高速演算程序,热变形推算逻辑,位置控制逻辑
・在设备各处实际温度数据及3D模型的基础上在CNC内部进行热变形解析
・即时算出加工处变形进行位置控制
・室温发生20°变化时加工误差保持在8.5μm以下(大约为市场的1/2)
3.即时热变形补偿功能功效
・即使在没有空调的环境下也能达到稳定的加工精度
・长时间加工下的稳定加工精度
・无暖机运转也可开始进行加工
4.低热变形床身的采用
・考虑到了活用CAE解析的立柱处热容量平衡的最优化设计,
维持了长时间加工或者室温剧烈变化下的加工精度。
・与以往设备相比,减少了大约30%设备整体Z轴方向的变形(室温变化20°时)
2.对话型编程程序『 TAPROS-i』
1.开发背景
加工中心的NC程序制作是在图纸的基础上使用编程语言制成的。
程序制作时,需要设置加工相关的刀具信息,刀具转数,进给速度等加工条件所以需要一定的耗时。另外由于制作人员水平的差异会有加工程序内容不同的问题产生。此次开发的对话型编程程序TAPROS-I是以谁都能通过简易的操作简单地制作高质量加工程序的对话型编程为理念,以划时代地提高NC编程效率为目开发出来的。
2.TAPROS-i特点
①操作指南功能
・基本上5步
通过以下5步可简单地制作程序。

・可视性・操作性的提高
在操作画面上通过颜色指示下一步动作,操作指示指南信息的显示,
对象项目的颜色显示实现简单易懂的操作。
②指南图辅助功能
在工序设置画面处显示指南图,可通过直觉操作进行设置
③使用刀具・切削条件自动选择功能
・刀具自动选择
数据设置后,选择自动化的即可自动选择出符合条件的刀具
・切削条件自动选择
通过工件材质信息数据库自动选择适合使用刀具的最适合切削条件
・生产辅助功能(刀具检查功能) 【我司独有】
与刀具管理系统PO辅助功能一起,有通知刀具不足的功能
通过检查所选刀具寿命状态,使加工开始前进行换刀成为可能
④效率化程序自动生成功能(缩短加工节拍功能【我司独有】)
自动生成缩短加工时间・非加工时间的程序
・主轴预备与轴移动同时动作程序
・最少ATC数程序
・AC功能※指令程序
※AC功能:观察主轴负荷以控制进给速度的功能
⑤编程功能
自动生成的NC程序以G代码形式显示出来,所以客户能够根据自己的技术任意地追加编辑
3.系统构成 (①项只有新机可搭载)
①on machine type:可在设备的操作画面进行编程,编程后即可进行加工
②on machine type:可用笔记本进行多台设备的编程
3.销售目标 、销售价格
1.销售目标
一年 120台
2.销售价格
4,950万日元
(FH630SX-i标准本体+即时热变形补偿功能+TAPROS-i on machine type)
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

