



摘要:基于我公司活塞杆和部分活柱加工深孔需要,经过科学论证、设计及计算,将公司一台普通卧式车床改造成双伸缩立柱中活柱加工φ20 深孔的专用机床。使用该机床完成活柱深孔加工工序为公司节省了可观的加工费用。
近年来,随着综采设备在煤炭开采行业中的普及,液压支架逐渐成为综采设备中不可或缺的组成部分。
我公司主要产品为液压支架, 立柱及千斤顶是液压支架的重要组成部分。其中绝大多数侧推千斤顶、抬底千斤顶、底调千斤顶及部分双伸缩立柱中的活柱往往需要打深孔, 并且需要打深孔的油缸占整套液压支架所有油缸的一半左右。
由于目前公司还没有相应的深孔钻设备, 需要打深孔的工件全部由外协单位加工, 而一根活塞杆打深孔的费用最低也在一百元以上, 对公司来说外协打深孔这一工序的成本太高。所以为降低工件加工费用,公司迫切需要数套深孔加工设备。
目前市面上常见的数控深孔钻床的价格普遍在20万元以上,价格较高,而普通卧式车床改造的深孔钻床费用要低很多。所以综合考虑加工精度、维护费用等因素,对普通车床进行改造更符合公司的意愿。
1 、总体改造方案
该方案是将普通车床改成φ20 深孔钻加工车床。需要打其他孔径的深孔,可以在此基础上更换部分零部件。改造前,综合对比了山特维克可乐满的BTA 深孔钻及枪钻的特点。BTA 深孔钻虽有很高的加工精度,但钻头费用、改造成本较高, 并且只能加工φ15.6mm 以上的深孔。而枪钻则有较大的加工孔径范围, 从φ0.98mm 到φ40.5mm,钻孔深度可达直径的100 倍以上,且有较高的表面质量、尺寸及形位精度。我公司需要打深孔的活塞杆或活柱深孔直径有φ8、φ10、φ20、φ25.4mm 等, 所以枪钻完全能满足活塞杆打深孔的需要。
考虑到改造成本及活塞杆深孔直线度要求不是太高,采用刀具旋转的结构。将普通卧式车床改造为深孔钻床需要以下设备:普通卧式车床,托座,旋转夹具,变径套,托架,枪钻,高压雾化冷却系统。
2、 普通卧式车床选型及改造
我公司活塞杆常用的材质为27SiMn 和40Cr,调制硬度为HB240-280。综合山特维克可乐满428.9 枪钻推荐的切削参数及外协单位加工深孔时选用的切削参数, 要改造的卧式车床应满足:床身长度不小于2000mm,进给量fn 大于等于0.1mm/r,最高转速n 不小于1000r/min。根据车床选定条件及公司现有车床选定要改造的卧式车床型号为CW6163B。
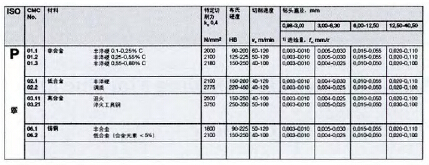
图1 山特维克可乐满428.9 枪钻推荐的切削参数
表1 外协单位加工深孔时采用的切削参数
CW6163B车床改造时应拆除中心架、尾座和纵向溜板。
3 、 托座
托座主要作用是:①引导枪钻;②将排出的铁屑及冷却水雾排到车床下面的铁屑箱里, 以免伤人; ③夹紧工件,并带动工件完成进给运动。
与托板连接的各件全部由螺钉及圆锥销连接, 以保证重新安装各件后仍保持原有位置。集屑箱上的导向孔为保证与枪钻和主轴的同轴度, 应在托板各件安装完成后在车床上自镗。
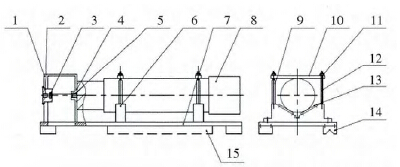
图2 托座
1.集屑箱;2.减震套;3.密封圈;4.O 型密封圈;5.钻套;6.V 铁;7.托板;8.活塞杆;9.距离套;10.压板;11.螺母;12.螺柱;13.垫块;14.导轨座;15.溜板箱
4 、旋转夹具

图3 旋转夹具
旋转夹具用于将轴扭矩传递给枪钻, 同时将冷却水雾导入枪钻。
5 、变径套
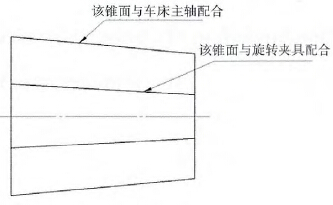
图4 变径套
变径套用于连接主轴和旋转夹具,并传递扭矩。
6 、托架
托架放在集屑箱前部, 用于减小枪钻进入托座减震套之前产生的震动。为提高枪钻与主轴的同轴度,应在托架各件安装之前在车床上自镗内孔,然后再装入轴承套、轴承及减震套。为增加减震效果,可以根据枪钻长度增加托架数量。
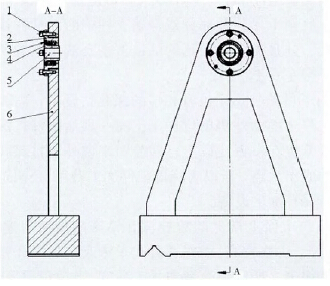
图5 托架
1.螺钉;2.轴承套;3.挡圈;4.轴承;5.减震套;6.托架
7 、枪钻
根据山特维克可乐满的深孔钻样本, 选择428.9-20000-1800-036 整体硬质合金钻头,036 号驱动器。
8、 高压雾化冷却系统
高压雾化冷却系统是一种冷却刀具的比较特殊的装置。加工过程中可以根据钻削尺寸的不同,调整冷却液压力与流量, 冷却液和高压空气在气液混合阀内呈雾化状态。雾化的冷却液通过旋转夹具和枪钻上的冷却液孔,被强制输送至切削区域,以达到冷却切削刃、润滑导向部位的效果, 并将切屑强制带出工作区域 。
这一系统跟传统的冷却系统有较大区别: 通常的冷却系统采用的冷却液是切屑专用油、水或乳化液。机床采用这种冷却方式需要有专用的冷却液回收装置, 并且机床必须有比较良好的密封性能, 否则会造成严重浪费, 导致加工成本过高并污染环境。而这种高压雾化冷却系统的冷却介质主要是压缩气体, 消耗的冷却液非常少。冷却液在加工时会跟压缩气体充分混合,最大限度地保护刀具,而且排出的冷却液不必回收,对机床的密封性没有太高的要求。
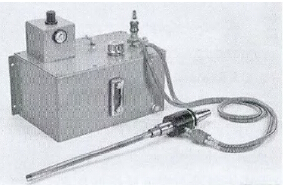
图6 高压雾化冷却系统
9 、枪钻的重磨
枪钻使用一段时间后,刃部会磨损,进而造成加工面质量下降,直线度降低,生产效率降低,机床负载加大,严重时会导致工件或设备损毁。所以,枪钻必须定时重磨。活塞杆加工深孔时,一般在每次重磨后,连续加工20 米左右时进行重磨 。
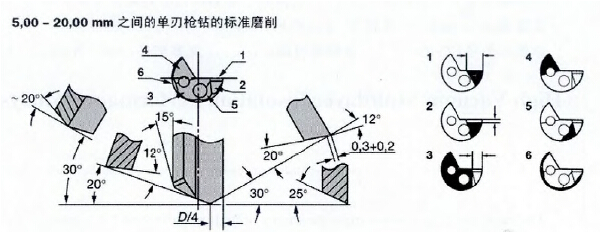
图7 枪钻重磨时切削刃几何参数
10 、结语
深孔钻削在油缸加工过程中是一道必不可少的工序。枪钻加工深孔因具有很高的加工效率、较高的表面质量、较高的尺寸精度及直线度,在煤炭机械行业和其他行业迅速发展。
将其他机床改造成深孔钻床用于生产具有加工质量较高,改造成本较低的优点,逐渐受到很多企业的青睐,也有力推动了深孔钻削技术在我国各领域的发展。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

