



摘要: 分析了立式车床工作台直径从1 000 mm 到5 000 mm 主轴轴承配置结构特点,得出新型工作台主轴轴承结构能够达到高精度加工。设计者可以根据实际的加工状况选择不同的主轴配置形式。
关键词: 立式车床; 主轴; 推力球轴承; 圆锥滚子轴承
工厂自动化进程发展加快及大型水电、核电的开发,使立车应用的范围越来越广,并且立车规格在增多,承载能力在加大,立车的精度尤其是工作台的回转精度在提高,大规格立车工作台直径达25 m 以上,工作台不但要求能很好地承受工件重量,还要保证在此载荷下的回转精度,以及高抗倾覆能力和较高的转速等。而限制立车向前发展的关键问题就是工作台主轴轴承的制造与配置问题。为便于研究,本文将研究立车工作台直径范围定在1 000 mm 到5 000 mm之间,这个范围的立车也是传统意义上的立车。
1 、常规立车工作台轴承配置
立车工作台轴承配置中,常规的轴承类型大致分为以下几种:
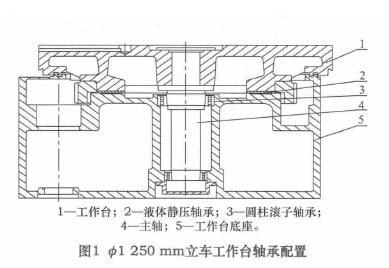
( 1) 静压轴承和圆柱滚子轴承
如图1 所示为1 250 mm 立车工作台轴承配置,此工作台轴承配置为经典结构,此种配置在1 000 mm ~5 000 mm立车工作台主轴都能够找到其踪影。静压轴承承受轴向负荷,是靠润滑泵将压力油送到轴承间隙中,强制形成润滑油膜,从而实现液体润滑的滑动轴承,由润滑油的静压力平衡外部轴向载荷。圆柱滚子轴承承受径向负荷。这种轴承具有油膜刚度大和能抑制油膜震荡等优点。但是该类设计也有不足之处,由于静压轴承必须附带一套专用的供油系统来供给压力油,维护比较复杂而且成本也较高。
( 2) 推力球轴承和圆柱滚子轴承
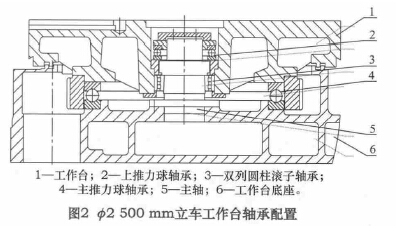
推力球轴承主要承受一定的轴向力,所以该轴承用于承受轴向负荷; 而圆柱滚子轴承主要用于承受径向负荷,工作台预紧采用一套推力球轴承。预紧轴承可以提高工作台的刚性,当加工工件不对称或质量重心不在回转中心时,与液体静压轴承相比,可以减小工作台倾覆。该轴承的配置应用也相当广泛,并且成本相对较低。图2 示为2 500 mm 立车工作台轴承配置,此种配置在2 500 mm 及以上的立车工作台主轴采用。
( 3) 交叉圆柱滚子轴承
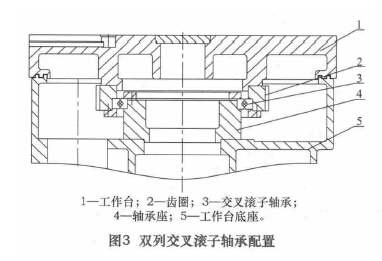
图3 工作台轴承配置采用双列交叉滚子轴承,台湾的立车生产厂家广泛使用此轴承配置。双列交叉滚子轴承只占一列滚柱轴承的空间,占据空间小,而且其力作用点在回转轴线向两端延长,与图1 结构相比作用点距离并不缩减,工作台具有抗颠覆力矩。采用双列交叉滚子轴承可以降低工作台的高度,操作更加方便。
2 、新型工作台主轴轴承配置结构
立车工作台回转精度按目前国家标准规定:在1 000 mm 直径内,工作台面的端面跳动0. 01 mm,直径每增加1 000 mm 其允差值增加0. 01 mm。在1 000 mm 直径内,工作台的径向圆跳动0. 01 mm,直径每增加1 000 mm 其允差值增加0. 01 mm。满足上述精度的立车在一般制造业应用广泛。但在高端制造业对立车加工工件精度要求提高,如加工
直径1 250 mm 的数控立车,当要求端面跳动及径向圆跳动均小于0. 006 mm 时,采用图1、图2 结构的立车很难满足要求。采用图3 结构,工作台端面和径向跳动几乎完全取决于交叉滚子轴承,对轴承精度要求很高,一般要用到USP 级轴承,属于超精密级,超过ISO 等级2 级精度,定制该等级轴承周期长,价格昂贵。
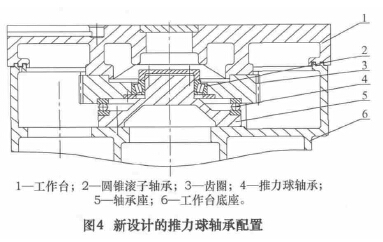
图 4 所示工作台主轴结构是我公司根据几十年的立车设计经验及现有的加工手段和检测方法设计的,并应用到我公司生产的CK5112ATC 数控立车上,同时此结构也已获国家发明专利( 专利号: CN101716728 A) 。该主轴轴承配置是采用一套推力球轴承承受轴向力,采用一套圆锥滚子轴承承受径向力,并通过施加预紧力提高工作台的刚性和抗倾覆力矩。此种配置在1 000 mm及以上的立车工作台主轴均可采用这种轴承结构。
采用该结构制造出的立车工作台回转精度: 端面跳动/径向圆跳动均小于0. 006 mm。满足高精度加工的要求。
2. 1 成本低
该工作台主轴结构所用轴承与相当规格的图1 和图2 中的所用的轴承相比价格低,与相当规格的图3中所用的轴承价格相比偏低1 /5 ~ 1 /3,若选用进口轴承,则价格相比价格是国内的的7 ~ 10 倍。
2. 2 影响轴承安装精度的零件少
该工作台主轴结构最大特点是将安装轴承的轴承座与工作台底座分离出来,承受径向负载和轴向负载的两套轴承装在同一个轴承座上,使轴承的安装基准能够统一,轴承座以一个大平面与工作台底座安装在一起; 两套轴承的动圈也安装在同一零件齿圈3 上,工作台安装在齿圈3 上,这种结构与轴承安装相关联零件只有两个。而上述常规轴承配置安装部位有3 个以上主要零件且工作台底座和工作台都是大件,不容易做到精密加工。
2. 3 安装轴承的零件本身精度高
图1、图2 所示工作台主轴结构精度不高的原因主要有:
( 1) 轴承安装面因受零件形状及重量限制,尤其是工作台底座,很难在磨床上加工。
( 2) 图1 工作台主轴与圆台组合安装,图2 工作台主轴与底座组合安装,因两个零件是分别加工,即便主轴最后一道工序是用磨床加工,承受轴向负载轴承安装面和承受径向负载回转中心的垂直度也很难做到小于0. 01 mm。
( 3) 轴承安装面本身平面度做到小于0. 01 mm 也是很难的。
图4 所示工作台主轴结构的轴承座相对工作台底座体积小且重量轻,可以用精密立式磨床对其加工,齿圈上轴承安装面也同样也可在立式磨床加工。用立式磨床加工的轴承座,其径向轴承安装面的圆度、轴向轴
承座安装面的端跳、两个安装面的垂直度等几何形位
精度都可做到0. 005 mm 以内。
2. 4 安装检测方便
图1、图2、图3 所示工作台由于受其结构所限,只能在机床全部装配结束、自车完工作台台面之后检验回转精度,如检验不合格还须将工作台拆开、检查原因,再重新装配。图4 所示的结构装配时可根据轴承座精度检测单和轴承套圈检测单进行安装轴承、调整精度,回转部分组装好后,不装工作台即可对主轴回转精度进行检测。
图1、图2 所示结构无法看到轴承工作运转情况,图4 所示结构拆掉工作台就看到轴承工作运转情况,安装检测方便。
2. 5 工作台热变形小、刚性好、回转精度高该工作台结构易润滑,只要打开工作台中间盖板就能观察到轴承的润滑情况,通过油冷却可将工作台运转产生的热量降低,减小工作台热变形; 主轴回转轴承内径相对较大,圆锥滚子作用点沿轴向外延,增加了作用点之间的距离; 通过压盖对工作台圆锥滚子轴承和推力球轴承同时预紧,两套轴承都是负游隙安装,因而,工作台的刚性高,同时回转精度也得到提高。
3 、结语
本文分析了立式车床工作台主轴轴承不同的配方式及其各自的特点,重点介绍了一种新型工作台主轴轴承配置结构,为设计者提供了更多的选择。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

