



一种新的逐点比较法圆弧插补算法的研究
2018-5-25 来源:内蒙古工业大学机械 包头职业技术学校 作者:毕俊喜 薛志安 王飞 王舒玮 智伯雄等
摘要: 传统的逐点比较法在圆弧插补中的误差 δ≤1 个脉冲当量,且输出到各个轴的脉冲不均匀,为了解决这个问题,提出了一种新的逐点比较圆弧插补法。新插补算法的理论误差 δ≤0. 447 2 个脉冲当量,并对新插补算法进行了实例验证。结果表明: 在半径为 6 的圆弧上进行插补时,其最大误差为 δ = 0. 343 个脉冲当量,且脉冲分配也更加均匀。
关键词: 圆弧插补; 误差; 脉冲分配
0 、前言
目前,在我国有很多工厂中还在使用一些采用了传统的逐点比较法进行直线和圆弧插补运算的早期数控机。早期的数控机床和现在的经济型数控机床都是开环系统,其使用步进电机进行进给驱动,其CNC 仅支持直线和圆弧插补,且大部分是使用较为过时的插补技术,故其误差较大。这些设备中很大一部分采用了脉冲增量插补中的逐点比较法进行插
补运算。
传统的逐点比较法在圆弧插补时具有较大的插补误差,且插补后的轨迹光顺性也很差。文献 提出了一种改进逐点比较法的方法,即不限于每次仅向一个轴输出一个脉冲,如在直线插补中当判别式为 0 时,可同时向 X 轴和 Y 轴输出一个脉冲,但是其未给出较为通用的数学模型,且误差较大。
由于插补算法是整个数控系统控制的核心,其稳定性和算法精度将直接影响到 CNC 系统的性能指标。为解决此问题,本文作者提出一种新的逐点比较圆弧插补算法,通过改进插补算法,提高插补精度,使那些早期的数控机床更好的适应要求较高的加工环境。
1 、新的逐点比较圆弧插补原理
1. 1 插补原理介绍
当圆弧在第一象限进行逆时针插补时,需要进行 4 个节拍的工作: 偏差判别、坐标进给、偏差计算、终点判别。为插补坐标 做 1 × 1 的 小方格,并为其做辅助线,其中 H 和 L 分别是 CD 和 BC 的中点,如图 1 所示。由计算可知 B、C 两点到 AL 直线的距离和 C、D 两点到 AL 直线的距离相等,均为0. 447 2 。
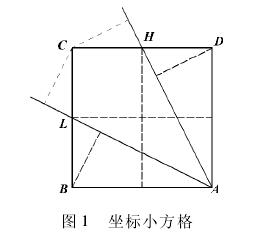
在图 1 中已经把坐标小方格分成 3 个小区域,分别为△ABL、△AHD 和四边形 ALCH。由此可规定:当圆弧终点经过△ABL 中的 BL 线段时,X 轴进给一步; 当圆弧终点经过 AHD
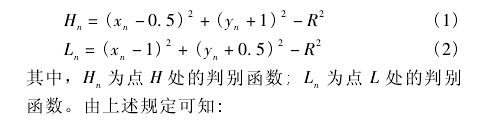
的 HD 线段时,Y 轴进给一步; 当圆弧终点经过四边形 ALCH 的 CL 和 CH 线段时,X 和 Y 轴同时进给一步。可设插补判别函数为:

1. 2 插补例程介绍
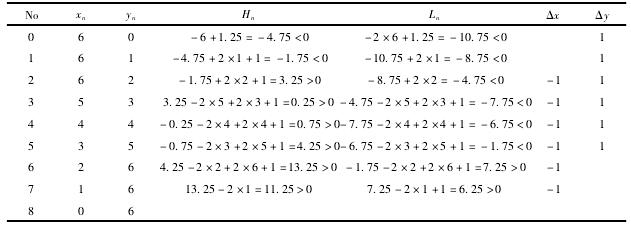
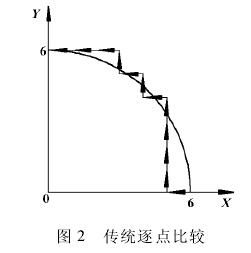
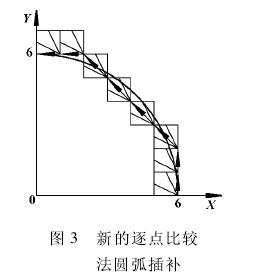
可设在第一象限中,对半径为 6 的圆弧进行插补,具体插补的过程在这里不在赘述,其中新的逐点比较法插补运算过程如表 1 所示。图 2 为传统的逐点比较法插补轨迹,图 3 为新的逐点比较法插补轨迹。
表 1 新的逐点比较法插补运算过程
1. 3 两种插补算法的比较
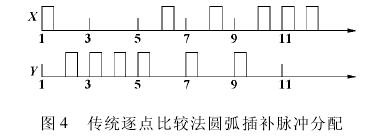
采用传统的逐点比较法进行圆弧插补时,如图 2所示,其最大插补误差为 δ = 1 个脉冲当量,完成半径为 6 的圆弧共用了 12 步,且脉冲分配不均匀 (如图4所示)。
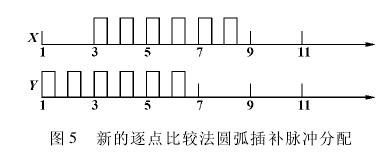
可知新的逐点比较法对半径为 6 的圆弧进行插补时最大的插补误差为 0. 343 个脉冲当量,和传统逐点法相比,插补精度提高了 0. 657 个脉冲当量。采用新的逐点比较法完成半径为 6 的圆弧插补共用了 8 步,插补速度相比传统逐点比较法提高了 1 /3,且其沿 X和 Y 轴的脉冲分配较均匀 ( 如图 5 所示) 。
2 、结束语
新的逐点比较法抛弃了传统逐点比较法一次只有一个进给脉冲的思想,提高了插补精度和插补速度,但是尚未进一步给出稳速控制的方法,读者可通过给进给脉冲分频的技术来实现新的逐点比较法稳速控制的目的。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

