



开放式、智能化的“蓝天数控”在航空制造领域的应用实践
2020-12-22 来源:-- 作者:-
根据国家有关部门要求,中国机床工具工业协会组织重点企业开展产业链供应链研究,梳理行业发展脉络,推动行业企业融入以内循环为主体、国内国际双循环相互促进的新发展格局。为此,协会传媒部就国产数控系统开发进展和应用推广情况进行了采访梳理,并予以系列报道,供行业企业和广大用户参考。
随着新一代信息技术的发展及其与先进制造技术深度融合,全球兴起了以智能制造为代表的新一轮产业变革。而物联网和各种新型设备的不断涌现推动了边缘计算的产生。边缘计算充分利用物联网终端的嵌入式计算能力,与云计算结合,通过交互协作实现系统整体的智能化。
数控系统作为制造技术与信息技术融合的产物,工业互联网以及“智能制造”的发展对数控系统的设计提出了新要求,万物互联时代的到来为数控系统智能化提供了新方向。
在开放式数控系统的基础上,通过将工业物联网、边缘计算、数字孪生、人工智能等新一代信息技术融入数控系统,开展基于边缘智能的开放式数控系统的研发,在确保加工控制要求的基础上,进一步实现数控系统对加工过程的泛在感知及智能控制,以增强系统加工处理能力;并通过智能编程、智能故障诊断和远程监控,以及设备故障的预测诊断等功能,提升数控机床的性能和可靠性,提高复杂零件的加工效率和质量,在航空航天、汽车制造等领域具有广泛的应用前景。
本文通过分析智能制造与新一代信息技术对数控技术产生的新要求,提出了基于边缘智能的开放式数控系统的多维度需求框架,建立了可重构数控系统平台、基于信息终端的工艺链集成以及基于工业大数据产品生命周期管理体系结构,研制了“蓝天数控”系统,并通过航空制造领域关键零件的加工控制应用,探索了实现基于边缘智能的开放式数控系统的实现路径。
一、数控系统的新需求
作为制造技术与信息技术融合的产物,数控系统伴随着信息技术的发展而不断演化。传统的数控系统为满足其对功能与性能安全、可靠的要求,通常采用封闭式结构。PC技术的发展推动了数控系统从封闭走向开放,并促使其使用成本的降低。
开放式数控技术不仅使数控系统在制造车间得到普及,也为融入新的技术奠定了基础。近年来,信息与通信技术的发展,特别是传感器、物联网、大数据、人工智能以及边缘计算的发展,为研制智能化数控系统创造了条件,并对数控系统提出了新的需求:
(1)将边缘智能应用于数控系统,以满足系统实时性及隐私性要求;
(2)将智能控制技术与自动化技术融合数控系统,以提高加工的精度、质量和效率;
(3)通过工业互联网技术实现加工过程的感知及与智能工厂的融合,实现数控系统与数字化车间的互联互通;
(4)通过数字化技术实现工件设计与编程、机床配套调试的优化、加工过程仿真等工序链的一体化;
(5)通过互操作技术将数控系统与车间工艺与企业信息系统整合在一起,为数字化和无纸化生产,实现智能工厂奠定基础。
另一方面,近年来智能制造在航空航天领域的推广与应用,也使数控机床不再是单纯的加工设备,而是智能工厂/数字化车间的重要组成部分。智能制造的批量客户化的制造需求,要求将加工现场的感知、大数据处理、数字化建模、智能决策等新功能集成到数控系统中,形成制造过程的闭环。研制基于边缘智能的开放式数控系统(见图1),建立系统在不确定环境中的智能行为,应对不确定的市场环境,是数控系统开发与应用的新的方向。

图1 开放式、智能化数控系统
二、基于边缘智能的开放式数控系统
针对新一代信息技术发展以及航空航天等领域的智能制造需求,本文基于开放式“蓝天数控”产品,提出了一种多维度的基于边缘智能的开放式数控系统框架,由功能/性能、工艺链、产品生命周期三个维度要求组成:
(1)个性化功能/性能需求。客户化制造模式要求系统满足可扩展、互操作、可移植、可伸缩;
(2)工艺链集成需求。在网络化制造环境下,数控机床不再是孤立的结点,而是整个制造系统中的重要环节。工业互联网、互联互通及互操作技术的发展,为促进产品设计、工艺、加工的一体化,实现制造过程闭环提供了支撑;
(3)生命周期管理需求。物联网、工业大数据以及人工智能技术的发展,为开展故障诊断、运行状态监测、设备健康管理等提供了技术支撑。
针对个性化功能/性能需求,系统在硬件上采用M︰N的可重构方式,软件上采用基于中间件的二次开发平台,建立可重构的数控系统平台;针对工艺链集成需求,通过研制基于信息终端的网络化平台,以支持制造过程工艺链的集成;针对生命周期管理需求,通过构建包含制造、用户、运行、诊断的大数据平台,开发相关支持工具,以实现数控产品生命周期的管理。
1. 可重构的数控系统平台
可重构的数控系统平台由软件平台和硬件平台组成。如图2所示,硬件平台包含人机接口单元(HMU)和控制单元(NCU),采用M︰N的可重构方式,即根据客户需求,可实现多个人机接口单元对应多个控制单元。每个控制单元通过现场总线实现对驱动器、I/O单元、传感器网关的控制。传感器网关支持有线/无线传感器介入。无线方式包括WiFi、RFID等无线射频方式。传感器通过广播同步与总线同步相结合的方式,实现传感器数据的采集与控制信息的同步。
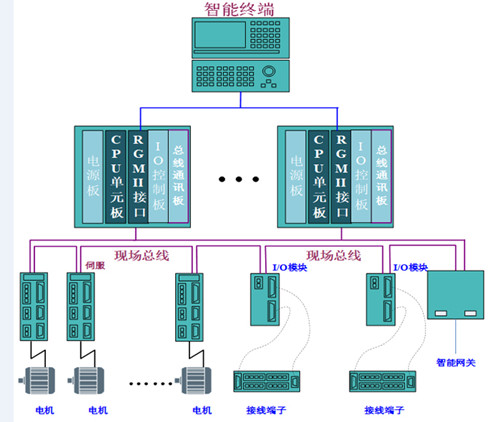
图2 可重构硬件平台
软件平台采用基于中间件的层次化结构,以支持用户个性化功能的开发(见图3)。其中,智能化中间件具有支持运算、插补、控制、I/O、工艺及人机交互的组件库,以实现数控系统实时、非实时及人机界面的控制;数据共享区为组件库提供数据源;基于Web服务模块实现数控系统与其他单元的数据交互,支持数据采集与云端应用。二次开发接口包含由基于QT跨平台图形引擎、Android SDK等形成数控系统二次开发平台的开发工具链,基于图形显示、组件操作、工艺编程、任务管理、状态监控的二次开发接口库,基于移动终端智能APP软件的应用管理器,任务管理、机床监控及诊断等个性化功能的二次开发以及跨平台APP应用的开发和管理。
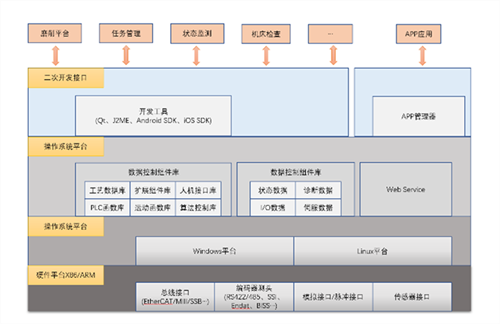
图3 基于中间件的二次开发平台
但随着数据采集技术的进步与人工智能应用的不断加深,也引出数据量过大导致的网络传输延迟大、数据传输代价高以及计算安全和隐私风险等问题,无法有效满足用户对计算服务即时响应的需求。
在此基础上,由边缘计算与人工智能融合而成的边缘智能范式为解决上述问题提供了有效保障。边缘计算将计算资源和服务从远离用户的云端下沉到网络边缘侧,从而有效降低网络延迟和带宽消耗;在更靠近用户和数据源头的网络边缘侧利用Docker、Kubernetes等容器化服务部署架构训练和深度学习模型,从而改善AI应用的性能和成本。
基于人工智能的边缘计算解决方案需要实现云端、边缘与终端设备三者间的协同作用(见图4)。边缘端通过有线网络和无线网络从数控系统平台采集高频数据,在边缘网关与服务器端实现数据过滤、时序匹配、数据压缩、数据缓存以及数据打包等数据预处理和数据存储服务;边缘服务器利用有限的计算资源完成具有实时性要求或数据敏感的智能应用,并将应用反馈的决策信息反馈给数控系统;对于边缘难以完成的任务,边缘端将预处理得到的结构化数据发送至云端完成,从而实现云边端在计算、存储等资源上的协同。
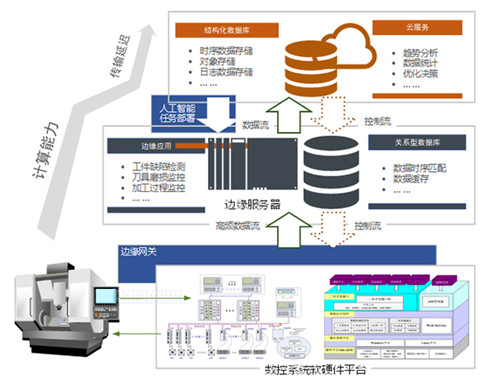
图4 基于人工智能的边缘计算解决方案
2. 基于信息终端的工艺链集成平台
围绕工艺链集成需求,基于“蓝天数控”的开放式体系结构,构建了基于信息终端的网络化平台(见图5)。通过信息终端,建立智能设备、生产单元、车间的信息通道,支持设备间的互联互通及互操作,实现制造过程中工艺参数、设备状态、业务流程等数据、多媒体信息以及制造过程信息间的交互,从而确保“编程仿真→工艺辅助→加工准备→加工过程→工件测量”制造过程工艺链的集成与闭环控制。
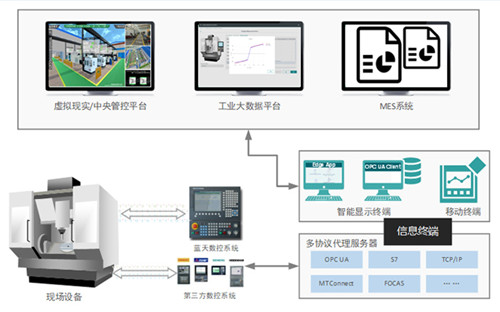
图5 基于信息终端的网络平台
信息终端由支持多平台的显示终端与多协议网络代理服务器组成,其中代理服务器通过融合不同厂商的通讯协议,建立统一的数据模型,实现信息终端与蓝天数控系统、第三方数控系统,以及相关现场设备的互联互通及互操作,并为工业大数据平台、MES系统、虚拟现实与中央管控平台提供数据共享接口,实现智能化数控系统与车间智能设备和制造执行系统的信息集成。
3. 基于工业大数据的产品生命周期管理平台
基于采用信息终端的网络化平台,通过解决工业大数据采集、存储、管理与挖掘等关键技术,研制了汇聚生产工艺参数、设备状态等工业大数据的信息平台,为开展产品生命周期的管理奠定基础。基于大数据平台,通过对产品制造信息、用户档案、产品跟踪、调试维护、参数导航、故障诊断等数据信息的采集,实现产品生命周期管理,具体包括生产制造、安装调试、诊断维护、改进升级等管理。
生产制造管理根据产品制造过程中的生产、组装、测试等信息,建立产品的生产制造数据库。产品安装调试管理按照客户的个性化需求建立用户档案,当数控系统在机床厂进行配套后,可将产品与机床的匹配参数上传到产品用户数据库中,实现对产品的跟踪管理。当数控机床到最终用户进行加工应用时,产品用户数据库可以根据机床的具体加工对象,对数控产品的初始参数进行导航设置。当产品出现故障时,设备的故障类型、故障原因、维修记录等信息上传到故障维护数据库中。同时,故障维护数据库利用大数据以及专家系统,综合设备参数、设备运行状态、故障类型、故障原因、故障维修记录等信息,给出设备故障的原因分析与维修建议,以实现对产品生命周期的管理。
三、“蓝天数控”及应用实践
基于边缘智能的开放式“蓝天数控”系统,由车间网络层、控制层和设备层三个层次组成。车间网络层通过工业以太网实现车间设备与数控机床的互联互通,通过信息终端实现工艺链的集成与互操作;控制层采用M:N的可重构方式,通过基于中间件的二次开发平台实现客户化个性化功能的开发;设备层通过智能网关实现传感器的介入以及智能应用的部署,支持加工现场的感知和产品生命周期的管理。
基于边缘智能的开放式“蓝天数控”系统,针对航空制造领域飞机结构件、发动机叶片等关键部件的制造需求,开发了相应的数控系统,以对系统的个性化功能/性能、工艺链集成以及产品生命周期管理进行应用验证。
其中,动梁桥式龙门双闭环反馈同步控制,对系统运动控制层面的个性化功能/性能需求进行了验证;双通道11轴激光微孔冷加工数控机床、双通道14轴数控砂带磨削中心,对系统工艺层面与运动控制层面的个性化功能/性能需求进行了验证;航空制造领域数字化车间验证了基于信息终端的工艺链集成与数控设备生命周期管理需求。
1. 动梁桥式龙门双闭环反馈同步控制
针对GMC2060U五轴动梁桥式龙门加工中心(见图6)及GMC3060/GMC2060高速龙门铣床的特点,6米长的龙门轴X轴要求采用4个电机同步驱动,同时完成消隙任务,并在双驱龙门两侧同时安装了海德汉的距离编码格式的光栅尺作为位置检测反馈系统。要求系统既要保证4个电机的同步驱动控制及扭曲量误差控制,又要保证静态及动态的间隙消除,同时还要完成双尺的全闭环检测实时反馈的任务。

图6 GMC2060u类设备动梁桥式龙门结构
针对上述控制要求,“蓝天数控”系统采用EtherCAT高速总线通讯技术,由上位数控系统主机作为主站,与作为从站的各电机驱动器进行时间轮询的实时通讯,通过数据给定、全站点状态监测、速度、位置、电流等三环采集、双尺位置及误差扭曲数据反馈、报警机制实时处理,并通过系统的智能调节、调整及自整定,以及驱动侧的工艺调节器的配合、优化等一系列核心算法,实现了配套应用。
2. 双通道11轴激光微孔冷加工数控机床
双通道11轴激光叶片微孔冷加工机床(见图7)是集光、机、电、检测于一体的复杂系统,其控制对象包括:机床轴运动控制、激光器功率监测与控制、复合光束扫描模块控制、光束指向监测与调整控制、光学扫描头切换伺服控制、终端监测控制、恒重叠率螺旋扫描控制和非圆形面扫描加工控制,以及三维检测辅助定位控制等。

图7 激光微孔冷加工数控机床
“蓝天数控”系统通过采用多通道控制、RTCP、高速程序预处理、焦距测量、三维测量、光路切换、四光楔扫描,以及功率检测等功能,实现一个通道5轴联动用于叶片工件姿态转换,一个通道6轴联动用于激光设备光束指向调整和打孔检测。该设备适用于各类金属、非金属材料表面的微结构处理,进行微腔、型腔、盲孔、通孔、异形孔、异形槽、复杂形貌微结构的切割加工。
3. 双通道14轴数控砂带磨削中心
针对航发精锻叶片自适应砂带磨削中心(见图8)的特点,采用双工位14轴的机床设计,其中7轴5联动数控砂带边缘磨削工位实现航空发动机叶片型面的磨削加工,7轴6联动圆角磨削工位实现根部转角、阻尼台或叶尖等易干涉部位的磨削加工,磨削中心具备在机检测、快速模型重构、快速装夹、自适应磨削功能。
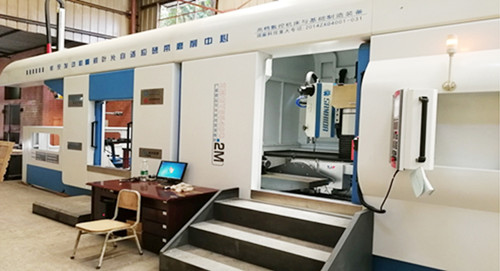
图8 砂带磨削中心
围绕机床的控制要求:双通道、耦合轴、五轴联动、全闭环反馈、砂带张紧力控制等,通过开展多通道多轴联动砂带磨削运动控制方法、加工过程干涉检测技术、磨削轨迹优化技术、收放卷自适应磨削技术、数控系统与砂带磨削中心控制系统集成技术等关键技术研究,研制面向航发精锻叶片自适应砂带磨削中心的数控产品,实现了一次装夹完成多种尺寸和规格的发动机叶片叶尖、型面、进/排气边、叶根圆角和凸台过渡区部位的磨削集成加工。
4. 支持工艺链集成与设备管理的数字化车间
围绕航空制造领域数字化车间对工艺链集成的需求,通过开展设备互联互通、边缘智能、工业大数据管理、数字孪生与3D数字可视化等关键技术开发,解决了从设备控制到车间管理的数字化车间关键技术,建立了从设备层到车间层及企业层的数据通道,实现了机加设备、检测设备、后处理设备、物流设备、仓储设备等现场设备的互联互通,形成了基于边缘智能的数字化车间成套解决方案(见图9),包括基于工业互联网的设备互联互通平台、工业大数据平台、3D数字可视化平台、故障预测与健康管理平台、能耗监控管理平台、网络化实时视频监控平台等。
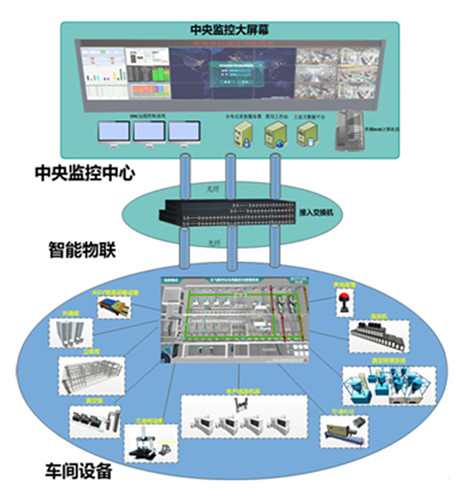
图9 支持工艺链集成的数字化车间
基于数字化车间提供的网络化平台,进行了智能故障诊断与远程监控的开发(见图10),实现了数控系统对加工过程的全面感知及智能控制,提高了设备故障的预测诊断能力,增强了系统的处理能力,提升了数控机床的性能和可靠性。

图10 设备的维护与可视化管理
(供稿:沈阳中科数控技术股份有限公司、中科院沈阳计算所高档数控国家工程研究中心 编辑整理:梅峰)
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

