



一种用于数控车床的拉式自动送料技术
2021-3-3 来源:中航飞机起落架公司 西安航光仪器厂 作者:郭辉 沈勇 何多政 马程
摘要:在具有液压卡盘系统或安装主轴卡管附件的数控车床中,可通过辅助元件拉动工件实现自动上料操作。为了实现自动送料,设计了一款通过螺纹联接的送料器,由夹持接头和基座两部分组成,其中夹持接头根据结构特点分为三点送料夹持接头、强磁送料夹持接头和 O 型圈管料夹持接头。送料器配合预设的 NC程序代码,可在数控车床完成自动进料,多件流水加工,还能对工件一次装夹完成车、镗、钻、扩孔、铰孔及攻丝等加工操作,不但能保证产品加工精度,而且可以大大减少辅助时间,降低劳动强度,提高生产效率。其结构简单,体积小,安装方便,不需要额外采购设备附件,特别适宜在大、中、小机械加工企业中进行推广。
关键词:数控车床;液压卡盘;自动送料;流水加工;数控程序;自动化生产
机械行业加工中,送料方式主要为手工模式,即一人一机或一人多机单件上料加工,辅助准备时间长,生产效率低。自动送料顾名思义就是能自动按规定要求、既定程序进行运作,将物品从一个位置送到另一个位置,期间不需要人为干涉即可自动准确地完成送料环节。自动送料主要用于各类材料和工业产品、半成品的输送,也可以配合下道工序实现自动化生产。当前国内外应用较为广泛的是油浴送料机,可配套各类加工机床使用,实现多品种材料的自动送料功能。
1、拉式自动送料器的自动送料原理
拉式送料器通过拉取方式实现自动给料,应用的数控车床需具有液压卡盘系统 (或主轴卡管附件),再配合预设的 NC 程序代码即可完成自 动进料、多件流水加工[3]。拉式送料器主要应用在几何特征规则的材料上,如棒料、管料和方料等。
1.1自动送料操作流程
首先,在数控车床工作时,将棒料或管料夹持在液压卡盘中并夹紧,在操作面板上输入对刀参数等相关信息;然后调整刀架处于安全距离,将刀座(或刀塔)刀位切换到拉式送料器(根据材料选择送料器),径向调整 X 值至零,沿-Z轴方向移动送料器,与卡盘中的棒料或管料轴向发生微小冲击,使工件卡入送料器中,松开液压卡盘,沿+Z轴方向移动拉式送料器一个特定长度,并随后锁紧液压卡盘,再沿+Z轴方向移动拉式送料器保证棒料或管料与其完全脱离,即完成一个自动上料环节;最后执行工件的加工环节。依次循环执行上述步骤即可实现一次
人工上料多件流水加工的操作。
1.2 自动送料 NC流程
自动送料 NC代码包含主程序、上料程序、加工程序和返回机床原点程序4部分。主程序依次调用上料、加工程序,完成相应的自动送料和切削任务。在切削任务完成后,且上料次数等于设置值时,机床执行上料、加工操作。

式中,上料次数间接等于工件流水加工的次数;总料长是指多件下料的总长度,单位为 mm;单件料长是指工艺设计的包含工件的毛坯长度,单位为 mm;料头长度是指切削过程中工件夹持部分的长度,一般取值为20~40mm。2 自动送料器的组成
2.1 自动送料器的送料夹持接头
自动送料器由夹持接头和基座两部分组成,其中基座采用非铁磁不锈钢材料。基座与夹持接头采用螺纹联接,构成送料器元件。夹持接头根据自身结构特点分为三点送料夹持接头、强磁送料夹持接头和 O 型圈管料夹持接头。
2.1.1 三点送料夹持接头
三点送料夹持接头(见图1)由滚珠、弹簧、螺帽和三点夹持头4部分组成。三点送料器借助滚珠受挤压在其接触面产生摩擦力,进而抱紧工件材料实现拉料操作。
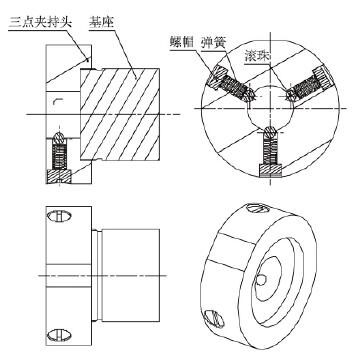
图1 三点送料夹持接头
2.1.2 强磁送料夹持接头
强磁送料夹持接头(见图2)是由尼龙罩套、强力磁铁和海绵3部分组成。强磁送料器借助磁力吸引实现自动进料。
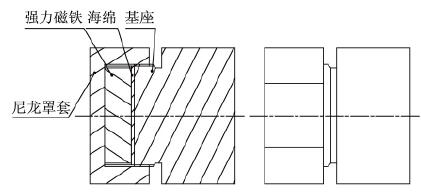
图2 强磁送料夹持接头
2.1.3 O 型圈管料夹持接头
O 型圈管料夹持接头(见图3)是由端盖、O型圈(2个)和快换接头3部分组成。上料原理与三点送料器相似,通过 O 型圈压缩变形产生的摩擦力来实现。
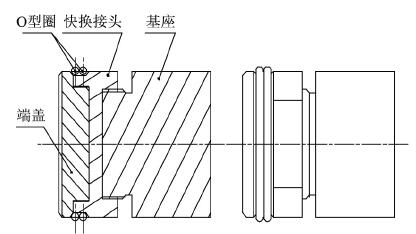
图3 O 型圈管料夹持接头
2.2 自动送料操作具体实现步骤
仅以强磁送料器实现自动进料进行阐述:在首件工件加工前,松开夹持工件的液压卡盘,调整强磁送料器与材料处于同一轴线位置,沿-Z 轴缓慢移动送料器与卡盘端面贴合,稍停1s后,沿+Z轴移动强磁送料器一个工件 L+(0~5)mm 长度,工件受磁力吸引与强磁送料器同步运动,随后锁紧卡盘,一个自动进料动作结束。具体步骤如下。
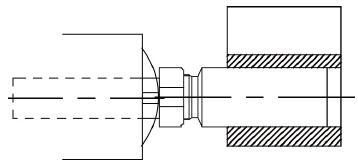
步骤1(见图4):左端为液压卡盘,棒料或管料材料夹持在液压卡盘中。右侧为装在刀架中的强磁送料器,基座固定在刀座中。
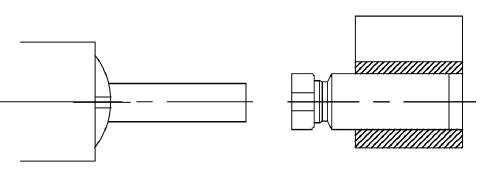
图4 步骤
图4步骤1步骤2(见图5):松开夹持工件的液压卡盘,送料器沿-Z轴缓慢移动与卡盘端面贴合(工件压入液压卡盘内孔中),稍停1s后,沿+Z轴移动强磁送料器一个工件L+(
0~5)mm 长度,工件受磁力吸引与强磁送料器同步运动L+(0~5)mm 长度后,停1s。
a)送料器与卡盘端面贴合示意图

b)送料器与卡盘端面贴合实物图
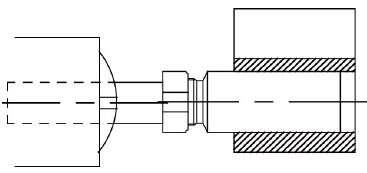
c)工件与强磁送料器同步运动示意图

d)工件与强磁送料器同步运动实物图
图5 步骤2
步骤3(见图6):锁紧夹持工件的液压卡盘,送料器沿+Z轴移动到安全距离后,第1次上料结束。
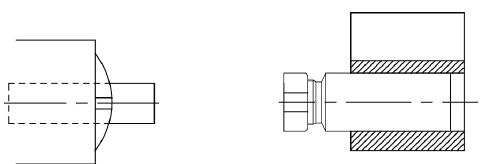
图6 步骤3
步骤4:调用切削刀具进行工件加工,当工件加工结束后切断,再次调用送料器,按照步骤2和步骤3进行上料。
2.3 送料器基座优化
在数控机床未配备液压卡盘而采用主轴卡管方式实现自动送料时,为了避免因加持力不稳定、工件毛坯偏摆与送料器发生刚性碰撞,而引发机床操作故障,需对送料器基座结构进行结构优化。优化后的基座由5部分组成(见图 7),通过内置弹簧避免工件毛坯与送料器发生刚性碰撞,同时对于强磁送料器而言,还可以通过弹簧弹性恢复时的冲击惯性,去除吸附在罩套外部的铁屑[4]。
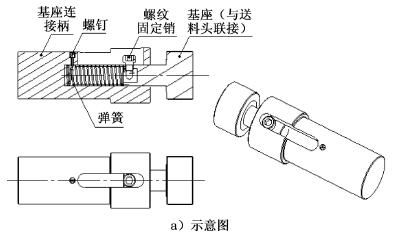

图7 优化后的基座结构
3 、送料器应用场合及案例剖析
3.1 应用场合
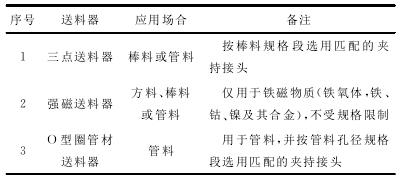
自动送料器在使用中,可根据加工材料的几何特征,选用不同结构的夹持接头。对于棒料而言,可根据材料直径选用不同规格区间的三点送料器;对于管材,可根据材料孔径值选用不同规格的 O 型圈管材夹持接头;但对于导磁材料(如导磁的方料、棒料或管料)只需一个强磁夹持接头(注意:采用强磁送料器进行加工过的部分液压附件产品或用于控制方面的零部件,应在工艺过程中安排去磁工序)。自动送料器具体应用场合见表1。
表1 自动送料器应用场合
3.2 自动送料代码
采用强磁送料器流水加工时,主要的送料 NC代码如下:
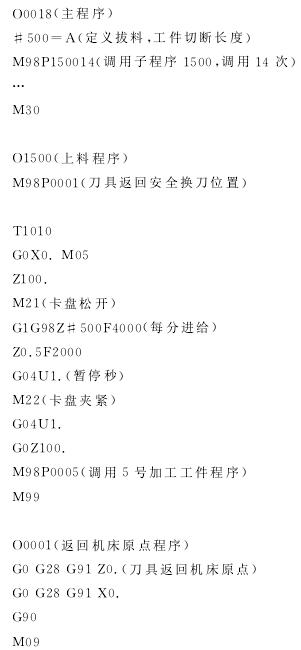
上述程序中,P0005为调用一次0005加工工件的子程序,根据具体情况设置相关 NC 代 码。M98P150014代码中,M98 是指子程序调用,1500是子程序代号,14是调用次数。上述送料 NC 代码仅针对法兰克系统适用。当采用三点送料器、O 型圈管材送料器实现自动送料时,上料程序中需将卡盘松开 M21、卡盘加紧 M22 指令对调。 同时,在使用强磁送料器时,#500赋值可直接设置为工件切断长度;在使用三点送料器时,#500赋值需在工件切断长度的基础上增加滚珠中心到端面的值;在使用 O 型圈管材送料器时,#500赋值需在工件切断长度的基础上增加O 型圈中心到端面的值。
4、结语
送料器配合数控车床 (如车削 中心等)自动换刀、进给功能可实现多件流水化作业,工件在一次装夹情况下,可完成车、镗、钻、扩孔、铰孔及攻丝等相应加工[5-8],既可以保证加工精度,又可以大大减少辅助时间,降低劳动强度,提高生产效率。送料器切换容易,送料平稳,推广应用在具有液压卡盘的数控车床、车削中心、铣复合中心设备中,可自动上料、多件流水加工,实现数字化制造。自动送料方法与拉式送料器特别适合在大、中、小机械加工企业进行推广,且具有巨大的市场价值和潜在的社会、经济效益。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

