



在加工大型电器开关配件的过程中,有许多工件的加工方案不够完善。如图1所示的大斜度T形导体,其几何公差要求较高,必须应用工装辅具进行车削才能保证中心距145 mm和50°这两个关键尺寸。为此,我们设计了一种利用车床车削该类工件的无间隙式定位专用工装,确保满足该类工件的几何公差。
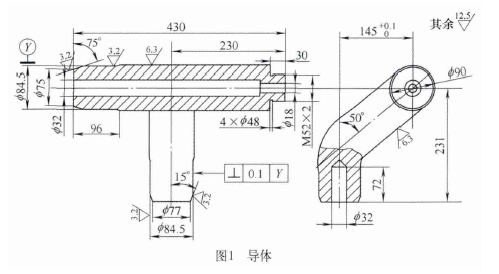
1. 导体的加工工艺
该导体的加工工艺为:①在车床上夹持工件右端φ 90mm处,车削左端各部并钻孔。②调头,夹持工件左端φ 84.5mm处,车削右端各部至尺寸。③利用工装车削工件下端各部。
2. 导体车削工装的设计
利用车床对导体下端车削是最理想可行的加工方式,但必须应用工装才能保证导体空间180°交叉轴心线的中心距145mm和φ 90mm轴心线与φ 84.5mm相交的50°要求。如果用圆柱销对两孔进行定位,由于φ 32mm及φ 18mm孔都是自由公差,利用圆柱销定位无法消除定位间隙,导致中心距145 mm和50°出现一定的偏差。为此,采用螺旋圆锥销定位的方式,彻底杜绝上述问题。
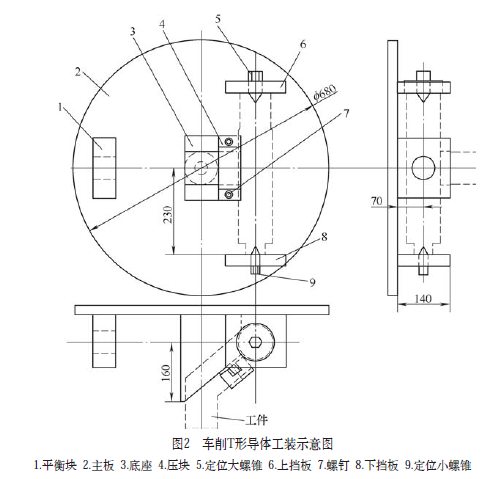
工装设计如图2所示。主板2起着与三爪自定心卡盘三爪联接及定心的作用。平衡块1防止车削过程中工艺系统的偏心振颤,同时还充当吊装孔,起吊装工件的作用。底座3基本尺寸如图3所示,其中斜槽决定了工件的50°斜度,连同压块4、螺钉7实现了对工件的主要夹紧。下挡板8起定位工件下端的作用,其上端面与主板2的旋转中心之间的距离为230mm。定位小螺锥9起校正及稳定工件下端孔中心的作用。定位大螺锥5起定位工件上端的作用。上挡板6主要起定位大螺锥5的作用。
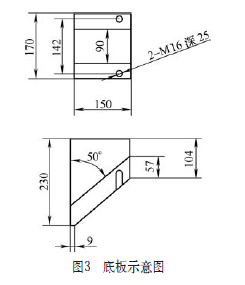
必须注意底座3的斜槽,其上、下面均为直面,且在使用过程中与工件上下接触处有一定间隙,不影响下挡板8定位工件230mm中心距的作用;其左面也不是圆弧面或V形面,是带角度的直面,只起定位工件50°斜度的作用。这是设计中的一个关键点。另一个关键点是采取两个螺锥销定位,且螺锥销是分别利用工件上的圆柱面与各自所旋入螺孔的止口以微间隙配合的方式实现精确定位的,确保了该工装能够实现“无间隙”定位的目的。φ 32mm和φ 18mm孔分别与其两端外圆部分同轴,它们共同的中心线为工件的主要基准,其定位的准确度直接决定着下端的φ 84.5mm与水平轴向各部的垂直度精确状况。
3. 导体车削工装的应用
该工装应用极其简便,首先将其主板部位装夹在三爪自定心卡盘上,再完成车削。左、右端的导体按照图2的方式装夹在其上,φ 18mm孔端面朝下,贴实工装定位板面,适当旋拧底部的定位小螺锥9,将其底端中心稳定;然后再旋拧上部的定位大螺锥5,将其上部中心稳定;紧固压块4后即可进行车削。
车削工件右端时, 尽可能将其右端面到中心立柱的中心距230mm加工成统一的尺寸,以保证工件中心立柱的定位准确性。
4. 结语
该车削大斜度T形导体的工装设计思路新颖,特别是应用了螺锥定位,使得被加工工件尺寸精准,在车削异形件的工装设计应用中具有较高的参考价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

