



数控车床常见 PLC 控制系统故障诊断与维修
2024-5-16 来源:江苏联合职业技术学院淮安生物工程分院 作者:花春梅,陈福云
摘要:数控车床的控制越来越智能化,但是在实际工作过程中会遇到各种各样的问题,其中,PLC 控制系统故障经常出现。该文对数控车床 PLC 控制系统故障类型、诊断方法进行总结,提出从故障现象、发生时间等方面分析 PLC 控制系统发生故障,从电源电压和各个模块的供电是否正常着手诊断 PLC 控制系统的硬件部分,通过对 PLC 控制系统进行编程测试来发现软件方面出现的故障。通过案例分析数控车床 PLC 控制系统故障检测和维修过程。及时对 PLC 控制系统中出现的问题进行全面分析和总结,根据问题出现的原因,有针对性地采取科学的措施来进行处理,可以有效提高数控车床运行效率。
关键词:PLC 控制系统;故障;诊断;维修
0、引 言
数控车床的控制越来越智能化,在机械制造领域的应用越来越广泛。但在实际工作过程中,有很多用户不知道如何检查和处理机床出现的故障。在对数控车床的故障进行维修的过程中,可能会遇到各种各样的问题,比如说数控系统的问题、机械零件的问题等,其中,PLC 控制系统故障是经常出现的,特别是在使用时间较长的情况下。PLC 控制系统是由 CPU、存储器、输入输出接口模块(I/O)等组成的,其主要功能是接收数控装置发出的指令信息,按照指令要求对输入的数据进行处理,并对执行结果进行输出,从而实现机床的自动加工。可见,PLC 控制系统在数控车床中尤为重要。在数控车床出现故障时,如果不能及时有效地解决,可能会造成很大的经济损失。本文对数控车床常见 PLC 控制系统故障诊断中的方法及步骤进行分析,总结常见故障类型,并结合实际案例说明数控车床 PLC 控制系统故障诊断流程和维修方法。对于生产来说,对 PLC 控制系统故障做出快速准确的判断、诊断,对保证数控机床的稳定性、降低故障率、缩短维修时间和提高机床的使用率至关重要。
1、 数控车床 PLC 控制系统故障分类
PLC 控制系统发生故障时,可从故障现象、发生时间等方面进行分析,其故障类型如要有如下几种:
(1)可根据系统功能模块(SFC)与 PLC 的连接方式,将系统故障分为系统 I/O 故障和软件程序故障两类。
(2)可根据系统工作状态的变化,将系统故障分为正常状态、不正常状态和异常状态三类。
(3) 可根据系统所处工作环境的温度和湿度条件,将系统故障分为常温状态下的故障和高温状态下的故障。
(4)可根据 PLC 硬件上电源连接方式的不同,将系统故障分为外部电源故障和内部电源故障两类。
(5)可根据系统电路中元器件数量多少,将系统故障分为元器件损坏型和元器件开路型两类。
(6)可根据控制逻辑关系(包括输入输出)与 PLC连接方式的不同,将系统故障分为直接接触式和间接接触式两类。
对于 PLC 控制系统发生的故障,简单来说,可分为硬件和软件两种类型。硬件故障一般表现为系统死机、CPU 运行不正常、电源故障等;软件故障则主要表现为系统死机、程序出错等。要想更好地处理 PLC控制系统发生的故障,就必须要做到对 PLC 控制系统出现故障进行全面分析和总结。
2、 PLC 控制系统故障诊断方法
对于PLC 控制系统的硬件部分,首先要注意的是电源电压是否符合要求。其次,在检查硬件方面时,还需要注意各个模块是否存在供电不正常的情况,并在进行故障检测时要做好相应的记录,以便于日后进行分析和解决。在检查电源电路时,还需要注意确保电源的安全接地。针对软件方面出现的故障,主要是通过对 PLC 控制系统进行编程测试来发现问题。在进行测试时,一般可采用数字万用表或模拟万用表等工具对 PLC 控制系统的输入输出接口模块进行检测。此外,对于 PLC 控制系统中的输入输出模块出现故障时,还可以通过对故障进行直接测量来发现故障。
对于数控车床,可根据所发生的故障现象来确定可能存在的故障点。比如,数控车床在进行加工时出现了卡盘不走车等现象。这时,可先检查一下机床的位置编码器是否正常,如果有问题,则可找出原因,如果没有问题,则可能是控制系统出现了故障。对于数控车床的控制系统故障来说,可先进行手动操作,看一下数控车床能否正常地运转。如果数控车床能够正常运转的话,说明控制系统没有问题,如果不能运转或者无法启动的话,则需要找出故障原因后再进行维修。
3、PLC 控制系统的常见故障及原因分析
数控车床故障现象主要表现为 PLC 控制系统发生故障。对 PLC 控制系统发生的故障进行分析,一般可分为硬件故障和软件故障两种类型。对于硬件故障,主要是指 PLC 控制系统本身出现的问题,其原因通常是由元器件老化、损坏造成的。对于软件故障,主要是指程序出现的问题。程序错误或程序冲突是导致软件故障的主要原因,例如,由于软件设计不当造成PLC 控制系统出现死机、死循环等现象。在数控车床的实际运行过程中,可能会出现一些影响其正常运行的其他因素,例如,温度过高、电机过热、机械磨损等都会对数控车床造成影响。另外,在对 PLC 控制系统进行维修时,还可能会由于操作不当或设备原因等造成系统死机、程序错误等现象。
3.1 PLC 输入故障
(1)检查 PLC 输入故障时,应首先检查输入信号的可靠性,其次检查输入信号的接线是否正确,特别是数字量输入信号的接线,如图 1 所示。输入信号正常,但不能进行逻辑运算或模拟运算时,则可能是该功能模块内部电路或外部电路出现故障;若输入信号可以进行逻辑运算或模拟运算,但输出值无变化时,则可能是该功能模块出现故障。
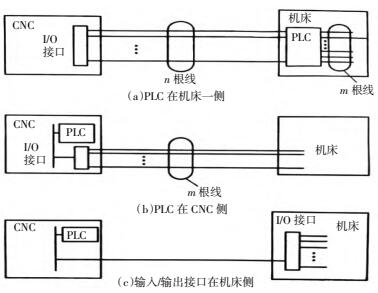
图 1 PLC 在数控机床中的配置方式
(2)检查 PLC 输出故障时,首先应检查输出继电器的状态是否正常。若输出继电器无变化,则可能是该功能模块内部电路出现故障;若输出继电器有变化,则可能是该功能模块外部电路出现故障。
(3)检查 PLC 输入信号是否与给定值相对应。若发现给定值不相符时,应先检查 PLC 与输入信号之间的连接情况,若发现 PLC 与输入信号之间没有任何连接问题,则应检查 PLC 与外部电路之间的连接情况。
3.2 程序错误
程序错误是指数控车床在控制过程中由于设计或制造方面的原因造成了程序出错,这也是最常见的PLC 故障之一,通常也会由硬件或软件问题造成。硬件上的原因有:CPU 内部的程序存储器容量不够;CPU 内部程序存储器中有错误代码;CPU 的存储单元损坏或数据线接触不良。软件上的原因有:输入/输出模块程序错误;控制程序中的错误代码、控制程序中的数据丢失或数据不完整。
在出现程序错误时,可先采用软复位功能来清除程序错误,再用 PLC 自诊断功能来检查可能出现问题的地方。如确定 PLC 上无相应控制元件或其参数设置错误,则应检查 PLC 输入/输出模块是否有错误代码或数据线接触不良,同时还应检查是否有数据线不能正常工作或与其他设备通讯等故障。
在进行上述检查后,若仍无法解决问题,则可将PLC 从系统中隔离出来,然后重新进行系统初始化。
3.3 硬件故障
数控车床内装型 PLC 形式如图 2 所示,这类故障是由于系统硬件损坏而引起的,包括系统元件损坏、系统电源故障、系统电路逻辑关系异常等 3 种情况。
(1)元器件损坏型故障。处理方法:首先检查硬件上是否存在短路、断路、接地等问题,然后逐一进行更换,即可解决。
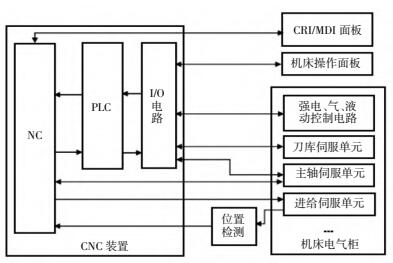
图2 数控车床内装型 PLC 形式
(2)系统电源故障。处理方法:首先检查电源是否正常,若电源正常,则可根据逻辑关系检查 I/O 的输入输出端是否有信号产生,若无信号产生,则应检查电源电路中的交流电源输入端和直流电源输出端是否有电压产生,若无电压产生,则应检查输入输出线是否存在短路、断路或接地问题。然后逐一检查 PLC的 I/O 点是否存在短路、断路或接地问题。若无问题,则可进入下一步工作。
(3)电路逻辑关系异常。电路逻辑关系异常是指系统在工作过程中,出现了异常的错误现象。这类故障原因复杂,出现的几率较低,但也不能排除。对于这类故障,我们可采用如下方法处理:根据系统发生异常的原因不同,可以用万用表测试各元件的工作电压是否正常,如有异常应及时更换元件;对各元件进行测试,判断其工作电压是否正常;如果确定是某些元件出现问题,可在正常情况下反复测试以找出故障点;如果是某个电路逻辑关系出现异常,应对其进行调整或更换;若故障依旧,则说明系统硬件电路上有短路、开路等故障存在,应根据情况采取相应措施排除故障。
4、数控车床 PLC 控制系统故障案例分析
在对数控车床进行维修时,我们可以根据其控制系统的特点进行。数控车床控制系统的控制方式一般分为两种,分别是集中控制和分散控制。集中控制方式一般用于具有一定规模的生产企业,而分散控制方式则适用于中小型企业。我们在维修数控车床时,要先对其进行初步的检测,然后再采取相应的措施。这些问题如果不能及时解决,可能会对数控车床造成很大的影响和损失,所以我们要对数控车床出现故障时进行及时有效地维修,尽量减少其影响和损失。
有一台西门子数控车床,其控制程序(PLC)在维修时发现在开机时无显示现象。停机后发现该机床显示有:“I/O 错误”、“PLC 无效”等字样,说明机床控制系统(PLC)已损坏。
在开机时,机床显示有“I/O 错误”、“PLC 无效”等字样,而机床没有任何报警。经检查发现,机床的 I/O口一直处于接通状态,且有许多外部信号在此控制下接通,并且这些外部信号一直在变化。经分析认为,这
是 PLC 程序中存在错误。该机床的 PLC 程序中存在一个循环条件为“I/O 错误”的语句,并且该语句是一个循环语句,即每输入或输出一条信息后,便有一个循环条件来判断是否执行下一条信息。对于这种循环条件语句,在实际应用中很少出现这种情况,PLC 程序中并没有对这种情况进行说明,在实际应用中可能有多种原因会导致该语句的出现。笔者认为存在如下问题。
4.1 机床 I/O 口与 PLC 之间的接线方式
数控机床 I/O 口与 PLC 之间的接线方式主要有三种:并联方式、串联方式、并联与串联混合方式。并联方式是指 PLC 与 I/O 口直接连接,这种连接方式的优点是 I/O 口的连接非常方便,但它的缺点是当 PLC有故障时,机床不能进行正常操作;串联方式是指PLC 与 I/O 口先通过中间继电器进行连接,再经过中间继电器再与机床的 I/O 口连接,这种接线方式的优点是当 PLC 故障时,机床可以进行正常操作,但其缺点是当机床出现故障时,数控系统无法进行正常操作。并联方式与串联方式相比,由于 I/O 口的连接非常方便,因此并联方式比串联方式更可靠。对于并联与串联混合的接线方式来说,当 PLC 出现故障时,机床可以直接进行操作。
4.2 机床运行状态的变化
机床加工工件时,刀具对工件的切削或辅助系统对工件的支撑或夹紧等作用使机床运行状态发生变化。当出现上述情况时,可以通过以下方法进行处理:
(1)检查所使用的 PLC 程序是否有上述问题;
(2)检查机床各运动部件是否有异常现象;
(3)检查 I/O 口是否正常;
(4)检查各外部信号是否正常,如各种传感器信号、伺服信号等是否有异常现象;
(5)检查机床控制系统是否有异常现象,如电源、机械等故障。
4.3 机床输入信号的变化
机床的输入信号由机械和电气两部分组成。电气部分主要由各种输入信号、各种输出信号以及它们之间的公共点构成,这些信号有电压、电流、热效应等。在数控机床的设计中,除了要考虑到机床本身的加工能力外,还要考虑到数控系统所能接受的最大输入信号。在 PLC 程序设计中,对输入信号的处理通常采用变换函数或转换矩阵的方法来实现。
对于输入信号变化引起的 PLC 程序错误,主要表现为:当某一输入信号发生变化时,会使输出端对应的输出状态发生变化,从而导致程序中出现“I/O 错误”“PLC 无效”等语句。解决此类问题时可以采用以下方法:一是改变机床输入信号(如更换 PLC 型号、输入信号类型等);二是修改 PLC 程序。
对 PLC 控制系统进行维修时要注意以下几点:
(1)对可编程控制器进行检查,主要是检查其输入/输出端是否存在短路问题。
(2)检查可编程控制器的电源电压是否正常。
(3)在对可编程控制器进行检测时,要注意检测其是否存在故障。
(4)在对可编程控制器进行检查时,要注意观察PLC 的内部接线是否正确。
(5)对可编程控制器进行检测时,要注意检查其输入/输出端子之间的连线是否正确。
5、结 语
在 PLC 控制系统发生故障时,一定要做到不盲目检修,要根据控制系统的工作原理以及电气线路的分布情况,从软件和硬件两个方面,及时对 PLC 控制系统中出现的问题进行全面分析和总结,然后根据问题出现的原因,有针对性地采取科学的措施来进行处理。数控车床 PLC 控制系统常见故障,通过采取有效措施处理 PLC 控制系统中出现的问题后,就可以减少机床运行过程中产生的故障率,有效提高数控车床运行效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

