


摘要:为了验证正交变传动比面齿轮副设计的正确性, 用三轴数控机床加工正交变传动比面齿轮。运用空间齿轮传动啮合理论及三轴数控机床的基本原理,建立了刀具与非圆齿轮的空间坐标系、正交变传动比面齿轮加工坐标系、齿顶圆角模型以及数控加工模型。得到了刀具到非圆齿轮的坐标变换矩阵、非圆齿轮齿面到正交变传动比面齿轮齿面的坐标变换矩阵、过渡曲面方程以及加工过程中刀具运动矩阵。用三轴数控机床加工正交变传动比面齿轮,并对该齿轮副进行对滚实验以及齿面测量实验。实验结果表明:三轴数控机床加工的正交变传动比面齿轮齿面精度较高。证明了正交变传动比面齿轮副设计以及三轴数控机床加工正交变传动比面齿轮方法的正确性。
正交变传动比面齿轮传动是非圆齿轮与非圆面齿轮相互啮合,相交轴为90°的齿轮传动,可以实现相交轴之间的变传动比运动。而面齿轮传动是圆柱齿轮与面齿轮相互啮合的齿轮传动 。目前面齿轮传动主要应用于直升机主减速器传动装置的分流传动结构[2],应用范围狭窄,其主要原因是:面齿轮设计复杂,加工精度不高,磨齿困难等。以上原因制约了面齿轮传动的发展与应用。日本佐贺大学在面齿轮滚齿加工方面研究出一种少齿数的大螺旋滚齿刀加工面齿轮的方法 。波兹南科技大学对面齿轮的铣削加工方法做了研究 。Litvin研究团队对面齿轮的研究做出了重要的贡献 。我国对面齿轮研究起步较晚,尤其是面齿轮加工方面。近几年,南京航空航天大学、西北工业大学等在面齿轮的磨齿方面 进行了研究,特别是南京航空航天大学在面齿轮磨削方面研究了蜗杆磨削面齿轮的方法 ;南京航空航天大学、西北工业大学等在面齿轮的插齿加工 方面做了研究。本文提出一种正交变传动比面齿轮传动,相比一般的面齿轮,可以实现变传动比传动。正交变传动比面齿轮齿面在圆周方向的高度是变化的,不能用传统的插齿机床加工。为了解决这种新型面齿轮的制造问题,本文探讨该面齿轮的三轴数控加工方法,也为后续的研究打下基础。
1 、正交变传动比面齿轮的设计
1.1 正交变传动比面齿轮加工原理
正交变传动比面齿轮的加工刀具为渐开线圆柱齿轮,如图1(a)所示。正交变传动比面齿轮副实体如图1(b)所示。
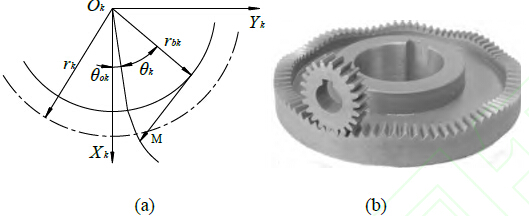
图1 刀具的渐开线齿廓和正交变传动比面齿轮副
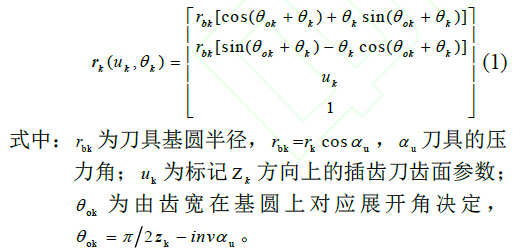
刀具的齿廓具有对称性,只需表示出一半的齿廓,另一半可以通过对称得到,刀具左齿廓方程表示为
![]()
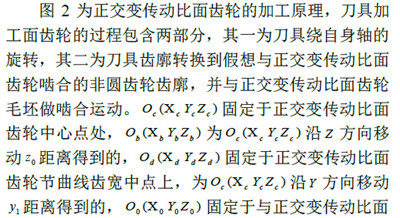
图2 刀具与非圆齿轮的位置关系
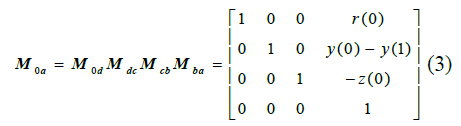
将刀具齿面方程的坐标系Sa 变换到假想与正交变传动比面齿轮啮合的非圆齿轮的坐标系So,齿廓的矢量表达式变为
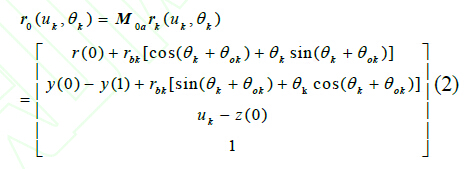
其中
1.2 正交变传动比面齿轮齿面模型
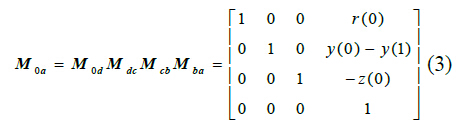

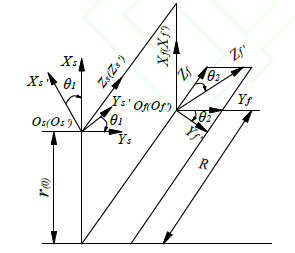
图3 正交变传动比面齿轮的加工坐标系
1.3 过渡曲面
加工刀具的齿顶角处存在圆角,圆角半径为ρ,如图4 所示,此时的过渡曲面,是由刀具齿顶圆角形成的。若在坐标系k 中,刀具齿顶圆角中心C 的坐标为(xc,yc),则刀具齿顶圆角的参数方程为

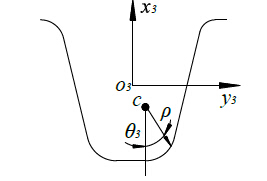
图4 齿顶圆角
2 、正交变传动比面齿轮的加工模型
正交变传动比面齿轮每个齿廓不尽相同,需要三轴联动以上的机床进行加工。本文探索的是三轴联动数控机床加工该面齿轮的方法。机床模型如图5 所示。
图5 三轴数控机床模型
齿轮的加工取决于刀具与面齿轮毛坯的相对位置关系。为了确保其在坐标变换中相对位置与相对运动的正确性,需要建立刀具坐标系变换到工件坐标系的坐标变换矩阵,保证加工过程中数控轴控制刀具按照正确的运动关系运动,该变换矩阵为
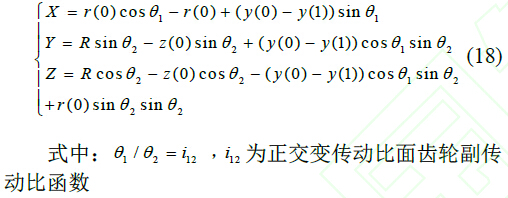
根据 公式(18),可求得刀具在加工正交变传动比面齿轮时的运动轨迹。刀具的走刀路线为由外圈走圆周逐步走到内圈。图6为R取39mm、42mm、45mm时刀具运动轨迹在matlab中离散状态点的位置分布图。
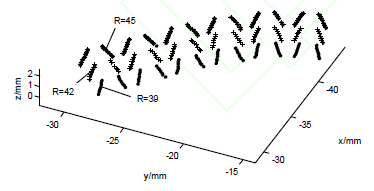
图6 刀具离散状态点
3 、加工实例
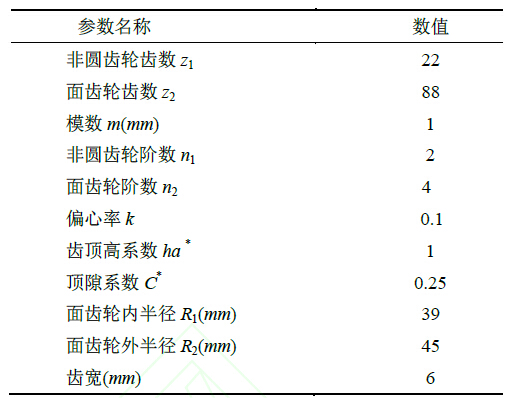
由于加工的复杂性,本次只加工最典型的卵形面齿轮,为了控制合理的齿轮尺寸,加工的非圆齿轮齿数较少,模数也较小,其具体的几何尺寸参数如表1表所示。
表1 加工正交变传动比面齿轮副几何参数
加工的步骤包括毛坯开粗、齿槽去残、齿面半精加工、过渡曲面半精加工、齿面精加工、过渡曲面精加工。齿面精加工过程如图7 所示。
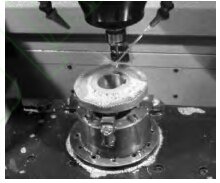
图7 正交变传动比面齿轮精加工
加工完成后,需要对正交变传动比面齿轮的齿面精度进行测量,本文选用CNC 齿轮测量中心对加工的面齿轮进行测量,如图8 所示。
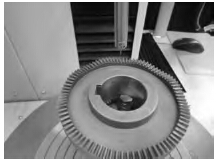
图8 CNC 齿轮测量中心
由于正交变传动比面齿轮每一个周期都存在波峰和波谷,波峰和波谷的齿面对整个面齿轮的齿面来说具有代表性。故分别选取一个波峰和一个波谷附近的齿进行误差评定,将齿的左右齿面划分为6x5 的网格,将理论齿面与测量所得齿面在网格上进行对比,沿着齿形法线方向,可得齿形法向偏差,并将偏差标注在6x5 的齿面网格上,如图9 所示。
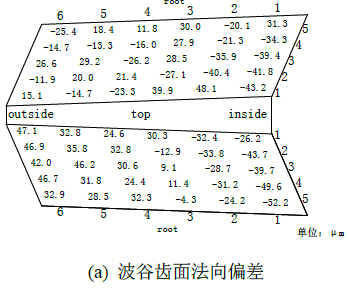
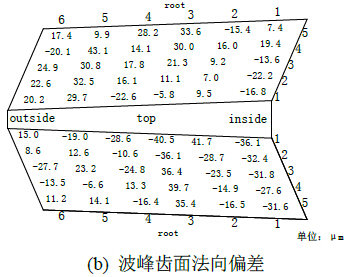
图9 齿面法向偏差
由上可知齿1 的最大偏差为-52.2um,齿2 的最大偏差为39.7 um。综上,三轴数控精铣法加工出的正交变传动比面齿轮齿面有较高的精度。
完成正交变传动比面齿轮的加工及相应的热处理后,需要对加工的样件进行对滚检验,验证其相互啮合滚动时,其接触线是否与理论接近,图7 为正交变传动比面齿轮副在万能对滚检验上进行对滚检验实验。
图10 正交变传动比面齿轮对滚检验
通过安装及调整后,对滚实验的结果表明,由三轴数控精铣法加工出的正交变传动比面齿轮副的啮合接触轨迹良好,啮合平稳。
4 、结论
1)建立了渐开线刀具的齿廓方程,通过坐标变换,得到了与正交变传动比面齿轮啮合的非圆齿轮的齿面方程,进而获得了正交变传动比面齿轮的齿面方程,确保了正交变传动比面齿轮副的正确啮合。
2)从刀具齿顶圆角参数方程出发,推导了正交变传动比面齿轮齿根圆角方程,获得了正交变传动比面齿轮的齿面到齿根的平滑过渡曲面参数方程。
3)建立正交变传动比面齿轮的数控加工模型,分析xyz 轴的运动关系,得到了制造中运动轴的参数表达式。利用三轴数控机床,完成了正交变传动比面齿轮的加工。对滚试验以及齿面检测实验显示了该面齿轮副具有较好的啮合状态与较高的精度,证明了正交变传动比面齿轮副设计以及三轴数控机床加工正交变传动比面齿轮方法的正确性。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

