


双主轴速度串联功能在卧式车床上的应用
2020-12-3 来源:沈阳机床集团 作者:王丽芳
摘要:本文以数控卧式车床为例,应用FANUC-0iD系统提供的“主轴同步控制”功能,实现两个主轴(串行)的同步运行,除速度同步回转外,还可实现回转相位的同步。利用相位同步,在数控卧式车床上可用两个主轴夹持一个形状不规则的工件,可实现一个轨迹内两个主轴的同步,也可实现两个轨迹中两个主轴的同步。
数控机床上同步控制有多种实现方案,有采用单电动机通过锥齿轮等机械结构来实现同步,但这种方法机械结构复杂、传动效率低且成本较髙;有采用双轴电动机依靠轴的刚性连接来实现同步,但这种方法由于是开环控制,控制精度较差;还有采用双轴电动机控制的同时引入位置检测装置,与数控系统组成位置闭环来实现同步控制。这种方法在进给轴同步控制中应用较多,控制量和反馈量都是位置指令。目前,国产及国外数控系统均可实现此功能,本文以FANUC-0iD数控系统为例,开发了一款卧式车床产品HTC160500,应用“主轴同步控制”实现旋转过程中工件的对正、抓取,可一次装夹完成工件两侧的加工,而无需停下来换夹、对刀,因此提高了加工效率。
1.数控卧式车床双主轴产品介绍
HTC160500产品是一种双主轴同步控制卧式车床,机床上设置有两个主轴箱体,左侧的主轴箱体为固定式箱体,通过固定支座安装在机床上,右侧的主轴箱体为可移动式箱体,通过中间支座安装在机床上,两侧的主轴箱体内安装有电动机。两个主轴箱体均装有外置分离式编码器,外置分离式编码器的测头安装在主轴箱体上,齿环固定在连接盘上,连接盘通过键固定在主轴上,主轴箱体与主轴之间通过轴承连接和支承。动力卡盘通过螺钉固定在主轴上,回转液压缸与连接盘固定在一起,动力卡盘、回转液压缸、连接盘与主轴为刚性一体。制动器主体通过制动器连接支架连接在主轴箱体上,两侧的主轴旋转首先是速度同步,然后是旋转主轴角相位同步,如图1所示。

图1 HTC160500双主轴同步控制产品
2.主轴同步控制时序
主轴同步控制在执行前需要正确检测一次旋转信号,所以在给出同步信号后,主、副电动机会旋转2 ̄3圈,目的就是检测一转信号,为下面的同步做好准备。很多时候,为实现装夹异形工件需要,同步的主、副电动机带动的装夹头需要在同步前处于某一相位角度。因此在主轴进行同步状态后开始旋转前,还需要进入相位同步状态。时序图如图2所示。
根据客户实际要求,需要两个主轴在“加/减速同步”期间,依然可以保持两主轴相对位置同步,即相位同步控制。为了实现这个效果,需要选配“主轴速度串联”功能,此为FANUC系统的选配功能,选购此功能后,通过必要的参数调整,可以保证两个主轴的转矩相同,达到工件不受扭转力的条件。转速+同步转速相位匹配对主轴速度串联控制进行调试测试,可以观察主轴速度串联的特点:①两个主轴电动机的电流在主轴旋转和加减速上直接保证了完全相同,通过图3看出,波动均完全相同,因此保证了两个主轴在旋转过程中转矩相同,装夹在两个主轴之间的工件不受力。②在主轴停止之后,主动轴依然保证了一定的电流控制,此时两主轴电动机电流不同,但是由于主轴已经停止,因此不会影响工件受力情况。
3.主轴同步控制程序设计
处于同步控制状态下旋转的主轴,要想使它们停止旋转,可以指定同步转速为S0,但是停止的位置是不固定的。实际生产中,装载、卸载工件通常都是在某一固定的位置,可以通过下面两个方法实现.
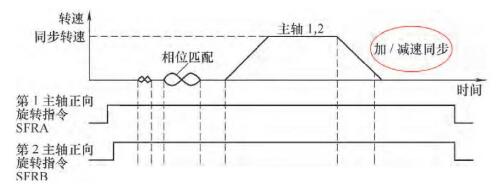
图2主轴同步控制时序
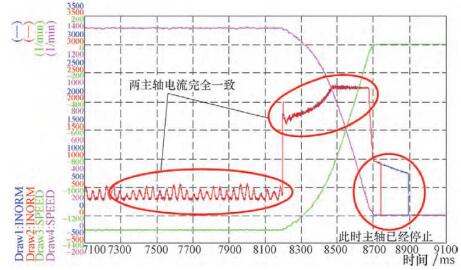
图3 功率转矩
(1)主轴相位同步。相位同步即为两个主轴在同步控制中,相位上始终处于某一固定角度,包括同步旋转过程和停止时。调整参数NO.4034,即可在360°范围内偏移。根据需要调整合适位置即可作为装载、卸载的角度。但该方法的缺陷在于,相位同步控制的旋转方向按照就近原则旋转,方向不固定。
(2)同步准停。该方法是在不退出同步控制模式的情况下,执行同步准停。准停的基准位置为相位同步停止位置,如果需要在基准位置的基础上再调试,可使用同步准停位置外部设定信号SHA11 ̄SHA00。相比相位同步,同步准停的方向可以使用信号ROTAA固定。
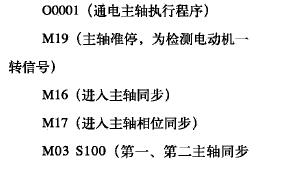
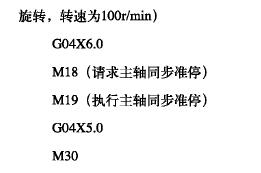
现假设第一、第二主轴进行主轴相位同步,执行以下步骤:①在第1主轴旋转、第2主轴停止的状态下设置主轴同步控制指令。②主轴同步结束后,制定同步速度指令=“〇”。③指定主轴相位同步控制指令,进行基准位置设定。④在主轴相位同步结束后,完成主轴同步准停。⑤通过同步准停,使主轴停止在固定位置。在同步准停结束后,可通过手动/自动解除同步准停。⑥主轴同步准停完成后,可以进行工件的装卸。设计子程序00001,通电就保持主轴同步控制。
4.结语
本文应用FANUC-0iD数控系统提供的“主轴同步控制”功能,开发了一款卧式车床产品HTC160500,实现双主轴同步控制,提高了加工效率。但是由于主轴齿轮箱可能存在间隙,同步准停的过程中,会有抖动的情况发生,可以通过增加配重块或者进行参数优化,来保证主轴同步准停的稳定性。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

