


Kalman 滤波在刀具磨损预测模型中的应用
2014-2-17 来源:数控机床市场网 作者:张海艳, 张臣, 张吉林
摘要: 基于LS-SVM建立刀具磨损预测模型, 描述铣削过程中输入向量(进给率、切削速度、主轴转速、切削深度、切削时间及磨损位置) 和输出向量(刀具磨损)之间的映射关系, 并引入Kalman滤波技术, 建立LS-K F模型, 考虑加工条件及环境变化引起的刀具磨损量的变化, 结合刀具的实际磨损量更新LS-SVM的预测结果,并用该更新结果调整训练模型, 以使更新后的刀具磨损量能够反映出由于加工条件及环境的变化引起的刀具磨损的变化, 提高LS-S VM模型的预测精度, 最后用实验验证所建立模型的预测精度。结果表明, LS-SVM模型和LS-KF模型的预测精度均较高, 且LS-KF模型的预测精度更高。
关键词: 铣削; 刀具磨损; LS-SVM; Kalman滤波
随着航空制造业的高速发展, 对产品精度、表面质量、生产效率等有着越来越高的要求, 而刀具磨损对切削过程中的产品精度、表面质量及生产效率有着重要的影响, 因此成为高标准加工中必须要研究的一个课题。严重的刀具磨损可能会导致切削震颤, 造成机器的损坏及刀具和工件的报废等问题, 因此刀具磨损在任何加工中都应该被控制在加工误差的允许范围内。这个误差范围的控制可以通过建立合适的刀具磨损预测模型来实现。近年来, 国内外许多学者对刀具磨损都有一定的研究。Wang等[1]提出了基于最优切削元素的预测数学模型, 使用回归和遗传算法寻找最优元素, 以预测高速铣削中的表面粗糙度。Palani-samy等[2]建立了铣削刀具磨损预测的回归模型和人工神经网络模型, 实验结果表明基于人工神经网络的刀具磨损预测模型在训练范围内能够更好地预测刀具磨损量。Prakash等[3]对高速钢及硬质合金钢刀具在车削复合材料柱体时的磨损情况进行研究, 讨论了切削条件(切削速度、进给率、切削深度)对刀具磨损及产品表面粗糙度的影响。Gajate等[4]分析了直推式学习过程, 建立了模糊神经推理系统用于车削过程中的刀具磨损模型,对每一个有争议的系统输入元素创建一个不同的系统。Li[5]建立了一个新的基于隐形马尔科夫算法的刀具磨损预测模型。Zhang等[6]基于形状复制法建立了球头刀具磨损预测模型。
Mahardhi-ka等[7]建立了基于混合动态模糊神经网络以及遗传算法演化模糊神经网络的球头铣刀刀具预测模型。本文基于LS-SVM建立球头铣刀刀具磨损预测模型, 并用Kalman滤波技术更新预测结果, 用更新后的预测结果调整LS-SVM的训练模型, 以期获得更高的刀具磨损预测精度。
1 模型的建立
1. 1 基于LS-SVM的刀具磨损预测模型
最小二乘支持向量机[8]是支持向量机的一种改进, 它将传统支持向量机中的不等式约束改为等式约束, 把求解二次规划问题转化为求解线性方程组问题, 以提高求解问题的速度和收敛精度。
LS-SVM的主要公式推导过程如下:
给定N个训练样本  , 其中xi∈RP为P维的训练样本输入向量,yi∈R是一维的训练样本输出向量。构造函数y=f(x)表述输出向量yi对输入向量xi的映射关系。该方程是以xi作为预测刀具磨损的输入参数而yi作为相应的刀具磨损建立的。LS-SVM模型的公式为
, 其中xi∈RP为P维的训练样本输入向量,yi∈R是一维的训练样本输出向量。构造函数y=f(x)表述输出向量yi对输入向量xi的映射关系。该方程是以xi作为预测刀具磨损的输入参数而yi作为相应的刀具磨损建立的。LS-SVM模型的公式为 约束条件为
约束条件为  。式中:w为权矢量矩阵; b为偏置量;φ(·) 为将数据映射到更高维特征空间的非线性函数; C为正则化参数; e为随机误差。
。式中:w为权矢量矩阵; b为偏置量;φ(·) 为将数据映射到更高维特征空间的非线性函数; C为正则化参数; e为随机误差。
通过一系列的简化后, LS-SVM函数的估计表达式为 式中: αi为拉格朗日乘子, αi∈R;K(x, x)i为RBF核函数。
式中: αi为拉格朗日乘子, αi∈R;K(x, x)i为RBF核函数。
要建立刀具磨损预测模型, 首先需要分析确定影响刀具磨损的特征参量, 如刀具切削参数、切削时间等。本文主要考虑加工参数对刀具磨损的影响, 根据不同的加工参数及切削时间预测刀具磨损, 然后对实验得到的样本数据进行预处理, 构建学习样本, 选择核函数, 用学习样本训练基于LS-SVM的刀具磨损预测模型。经过训练的LS-SVM模型建立了输入与输出元素之间的映射关系, 最后将新的特征量输入到训练好的刀具预测模型中, 基于LS-SVM的刀具磨损预测模型, 根据已存在的映射关系, 对新的特征量进行分析运算得到一个输出结果, 该结果即是基于LS-SVM的刀具磨损预测模型的预测值。
基于LS-SVM的刀具磨损预测模型中需要注意的问题如下:
(1) 样本数据的归一化。在机器学习的应用中, 最重要的一个问题就是需要事先将所有能用到的样本数据归一化, 即将数据放大或缩小到某一区间, 使所有不同取值范围的特征量占有相同的权值比重。同时数据的归一化可以减少网络训练时间, 提高网络收敛速度。
(2) 核函数的选择。核函数的选择决定了输入空间到特征空间的映射方式。在LS-SVM常用的核函数中, RBF核函数的参数选择容易, 当参数在有效范围内改变时, 空间复杂度变化小, 易于实现, 并且RBF核函数的应用范围最广, 直观反映了两个数据的距离。鉴于上述优点, 本文的模型中选择RBF核函数:  式中: σ为核参数。
式中: σ为核参数。
(3) 优化参数的选择。正则化参数C和核函数σ在很大程度上决定了LS-SVM模型的学习能力和泛化能力, 其值在模型建立前是未知的, 只能在模型运行过程中获得。为了得到一个高性能、高学习效率的LS-SVM模型, C和σ必须要调整到最优。本文中使用网格搜索技术调整两个参数, 应用交叉验证和网格搜索法训练数据得到两个参数的最优组合。
1. 2 基于LS-KF的刀具磨损预测模型
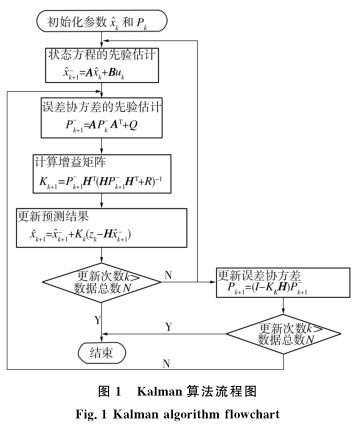
Kalman滤波[9]是由状态方程和观测方程组成的线性随机系统的状态空间模型来描述滤波器, 实质是一种最优估计方法, 所以适用于刀具磨损状态的预测。Kalman滤波算法的核心是Kal-man滤波递推方程, 算法主要过程如下:
用xk表示刀具从加工时刻0到加工时刻t的磨损量( 系统状态), zk表示刀具从加工时刻0到加工时刻t的观测磨损量(观测值), uk表示刀具从加工时刻t到加工时刻t+1的磨损量, 则刀具磨损量的Kalman滤波公式为  式中: A为系统矩阵, 即状态转移矩阵; B为控制向量输入矩阵; H为测量系数矩阵; wk-1为系统随机过程噪声序列; vk为系统随机观测噪声序列。
式中: A为系统矩阵, 即状态转移矩阵; B为控制向量输入矩阵; H为测量系数矩阵; wk-1为系统随机过程噪声序列; vk为系统随机观测噪声序列。
本文设定A、B、H均取为单位矩阵E, 状态转移过程输入噪声wk-1与测量噪声vk是不相关、均值为0、协方差分别为Q和R的独立高斯白噪声。
Kalman滤波算法的计算流程如图1所示。
基于LS-SVM的刀具磨损预测模型虽然可以预测刀具磨损, 但当刀具的加工条件及环境等因素发生变化时, 其预测出的刀具磨损量并不能很好地反映出变化的情况。引入Kalman滤波,结合当时的实际刀具磨损量调整LS-SVM模型的预测结果, 这样调整后的刀具磨损量就能够反映出由于加工条件及环境的变化引起的刀具磨损的变化。用调整后的刀具磨损量更新LS-SVM模型后再进行下一步的刀具磨损量的预测, 这样下一步的预测结果就能够反映出加工条件及环境的变化。
LS-KF刀具磨损预测模型的结构如图2所示。图2中, Yp为LS-SVM模型在T+1时刻的预测结果,  Ym为T+1时刻刀具磨损量的测量值; Yf是利用Kalman滤波技术结合刀具的实际磨损量Ym更新LS-SVM模型预测结果后的融合数据, 即:Yf=Yp+Kk(Ym -HY)p; Ye是LS-KF模型预测的刀具磨损量。
Ym为T+1时刻刀具磨损量的测量值; Yf是利用Kalman滤波技术结合刀具的实际磨损量Ym更新LS-SVM模型预测结果后的融合数据, 即:Yf=Yp+Kk(Ym -HY)p; Ye是LS-KF模型预测的刀具磨损量。
Ym为T+1时刻刀具磨损量的测量值; Yf是利用Kalman滤波技术结合刀具的实际磨损量Ym更新LS-SVM模型预测结果后的融合数据, 即:Yf=Yp+Kk(Ym -HY)p; Ye是LS-KF模型预测的刀具磨损量。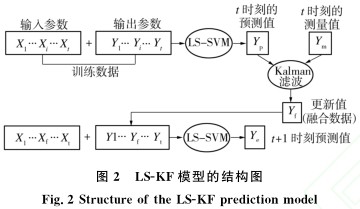
LS-KF刀具磨损预测模型是基于LS-SVM模型建立的。LS-KF模型中引入Kalman滤波技术结合当前实际的刀具磨损量Ym来更新基于LS-SVM的磨损预测模型的预测结果Yp。若调整后的误差小于调整前的, 则用更新后的刀具磨损量Yf调整LS-SVM模型, 即修改LS-SVM的训练样本, 若调整后的误差大于调整前的, 那么该次就不进行模型的调整, 这样就会使得模型的预
测精度进一步提高。
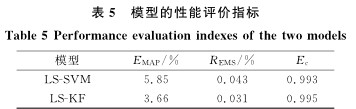
1. 3 模型的性能评价函数
LS-SVM模型和LS-KF模型的性能可以通过实验来验证。为了对模型的预测精度有一个直观的评价, 本文用下面的几个误差评价函数来分析模型的预测值与真实值之间的关系:
(1) 平均绝对误差。平均绝对误差是所有单个观测值与算术平均值的偏差的绝对值的平均,是一个用来衡量预测值和测量值之间偏离的量,结果越小表示实际值和预测值越接近。其计算公式为 式中: yi为刀具磨损的测量值; y*i 为刀具磨损的预测值; n为验证样本的长度。
式中: yi为刀具磨损的测量值; y*i 为刀具磨损的预测值; n为验证样本的长度。
(2) 均方根误差。均方根误差是用来衡量预测值和实际值之间的偏离程度, 结果越小表示实际值和预测值偏离越小。其计算公式为 
(3) 均等系数。均等系数是用来拟合刀具的预测磨损量和测量值之间的关系, 通常均等系数的值小于1, 且其值越接近1表明预测值和实际值的拟合度越好。其计算公式为 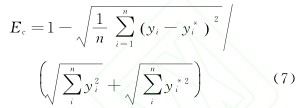
2 实验
2. 1 模型的训练
铣削加工实验使用整体式硬质合金双螺旋刃球头立铣刀在加工中心(MIKRONUCP710) 上铣削难加工材料0Cr17Ni12Mo2不锈钢工件,刀具直径为12mm, 最大螺旋角30°,干切削, 切削行距为7mm。实验装置(见图3) 包含一个有着远心镜头和可调光源的CCD相机, 相机的另一头连接安装了刀具磨损监测系统的计算机, 用来获得每次走刀后磨损的刀具图片。

为了建立刀具磨损模型, 应尽量全面地考虑影响刀具磨损的因素, 主要包括主轴转速n、切削深度ap、进给速度Vf和切削长度L等。采用多因素正交实验方法, 每个因素选择3个水平, 设计正交实验获得不同因素水平下刀具的磨损量数据, 用于训练模型。正交因素水平表如表1所示。
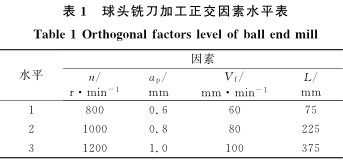
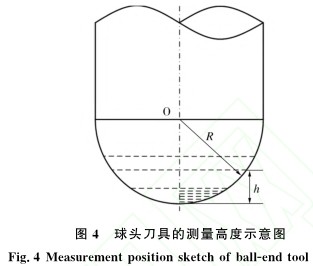
图4所示为球头铣刀的测量高度示意图。用垂直刀具主轴的平面把刀具沿高度方向分为若干段 , 每段间隔0.1mm。 按表1参数进行正交实验, 利用正交实验中获得的刀具磨损图片可以测得铣刀球头不同高度h处的实际磨损量VB[10],
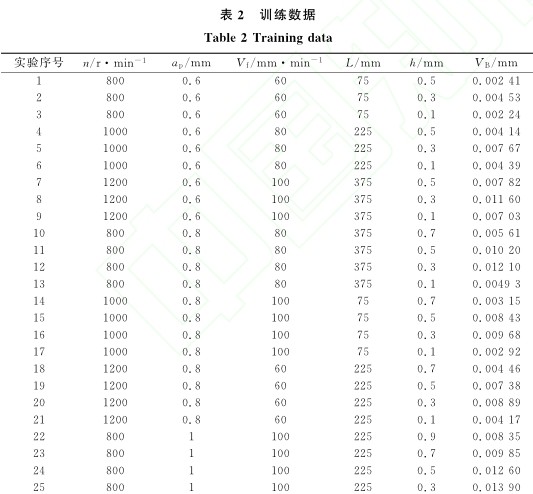
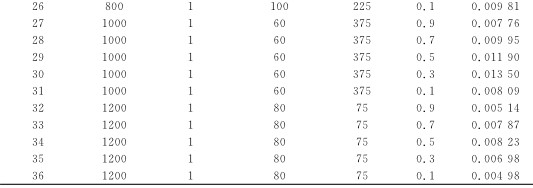
从实验结果中选取表2所示的加工参数训练已建立的刀具磨损模型。训练过程在LS-SVM lab1.5 Tool box中进行, 得到最好的参数组合为C=13.23、σ=14.75。从表2中可以看出, 每次输入模型的训练样本基本都会有小的变动, 也就是所建立的刀具磨损预测模型有微小变化。为了简化计算且保证模型的精度, 用表2中数据训练模型得到的最佳参数组合C=13. 23、σ=14.75作为这两个参数后续寻优的网格中心, 以C=12.250∶0.492∶14.218,σ=10.912∶0.443∶12.684为网格进行后续最佳参数的搜索, 得到训练样本不同时两个参数的最佳组合。
2. 2 模型的验证
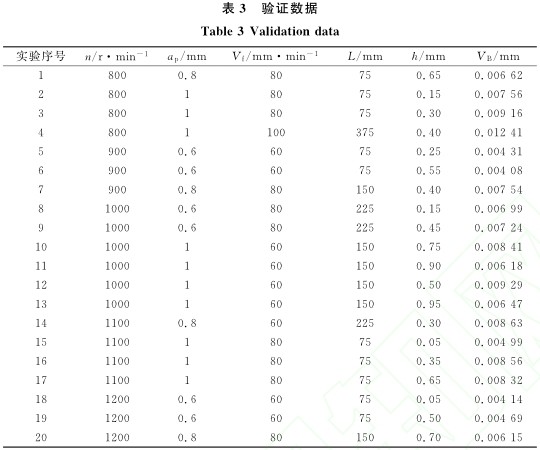
为验证所建刀具磨损预测模型的可靠性, 设计验证实验对模型的预测结果进行验证。为了保证验证精度, 验证实验数据在表1所示参数最大值和最小值的范围内选择。实验及测量方法同正交实验, 高度h的间隔为0.05mm。选择20组比较合理的测量结果, 如表3所示。用表3中的数据对已建立模型的可靠性进行验证。
3 两种模型预测精度比较分别将LS-SVM模型和LS-KF模型预测的刀具磨损量与实测值进行比较, 得出两个模型的预测误差如表4所示。由表4可知, 两组模型的预测磨损量均与实际磨损量具有高度的一致性,预测结果与实测值的相对误差均在10%以内, 表明两个模型的预测精度均较高。

表5所示为两个模型的性能评价指标。从表5中可以看出, LS-KF模型的平均绝对误差值小于LS-SVM模型的平均绝对误差值, LS-KF模型的均方根误差小于LS-SVM模型的均方根误差, LS-SVM模型的均等系数大于LS-SVM模型的均等系数, 表明LS-KF模型的预测磨损量更接近刀具的实际磨损量, 其拟合度更高。
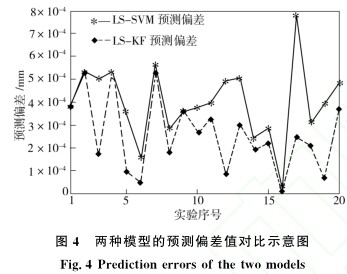
两种模型的预测偏差值对比如图4所示。由图4中可见, Kalman滤波对LS-SVM预测结果的更新从第二次开始, 即更新结果对训练模型的调整是从第二次开始的, 而预测结果的差异会在第三次的预测结果中出现, 这就导致图4中前两个点的数据是重合的, 而随着更新步数的增加, 两个模型预测误差的差距也逐渐增大。总的来看,LS-KF模型比LS-SVM模型的预测误差要小, 其预测偏差的平均值分别为0.25μm和0.39μm。
综上所述, 所建立的刀具磨损预测模型LS-SVM模型和LS-KF模型均具有较好预测精度,Kalman滤波确实可以通过更新训练模型来缩小预测磨损量与实际磨损量之间偏差, 从而进一步提高模型预测精度; LS-KF模型预测结果可以考虑到加工条件及环境的改变对刀具磨损的影响,其预测精度比LS-SVM模型的预测精度更高。
4 结语
本文首先建立了基于LS-SVM的刀具磨损预测模型, 在此基础上建立LS-KF模型, 利用Kalman滤波技术结合刀具实际磨损量更新LS-SVM模型的预测结果, 并将该结果作为实际磨损量预测下一步的刀具磨损量。结果表明, 两个模型的预测精度均在10%以下, 满足误差的允许范围。两个模型中, 结合Kalman滤波技术的LS-KF模型有更高的预测精度, 且可以考虑到加工条件及环境改变对刀具磨损的影响, 所以在加工条件及环境不是完全可控的条件下, 基于LS-KF的刀具磨损预测模型有着更广泛的应用空间。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

