


高铬铸铁的机加工和刀具的选用
高铬铸铁是一种高硬度高强度的具有抗磨耐腐性能的高合金白口铸铁,高铬铸铁作为耐磨铸件在不做任何热处理的情况下,硬度一般在HRC45以上,抗拉强度为650——850MPa。
高铬铸铁作为难切削材料之一,硬质合金刀具很难正常加工,而陶瓷刀具由于脆性大的原因,一般只用于精加工中;在90年代以前由于难于切削的原因在一定程度上限制了高铬铸铁的应用,随着新的刀具材料的出现,高铬铸铁行业机加工刀具经历了由硬质合金到复合陶瓷再到立方氮化硼材料的过程,在一定程度上改变了高铬铸铁机加工工艺和设备投入, 也带来了高铬铸铁铸件作为抗磨铸件在工业制造领域的一度繁荣。
2003年以前由于受刀具材料的限制,硬质合金刀具和复合陶瓷刀具是加工高铬铸铁的主流,高铬铸铁加工工艺路线一般为:毛坯—软化处理(降低硬度)---粗加工----热处理(提高硬度)---精加工。从工艺路线可以看出,两次热处理和两次装夹,不但增大了工作量,影响加工效率,也增加了机加工成本。据统计,仅软化处理和两次机加工就使成本增加2500一3000元/吨。华菱超硬2003年研发的BN-K1牌号立方氮化硼材料刀具,由于硬度比硬质合金和陶瓷高,而抗断裂性和抗崩损性能比陶瓷刀具高,作为高硬度铸铁常用刀具牌号,被广泛应用于35HRC—68HRC的高硬度铸铁的粗加工、断续加工和精加工。
与陶瓷刀片相比,BN-K1牌号氮化硼刀片的硬度一般在3500HV左右,是陶瓷刀片的2倍,是合金刀片的4倍。BN-K1牌号的耐热性可达1400——l500℃,BN-K1牌号加工高铬铸铁时,在1000℃时的硬度还要高于陶瓷和硬质合金的常温硬度,高速切削高硬度白口铸铁Cr26时,BN-K1牌号刀具的耐磨性是氮化硅陶瓷的25倍,抗冲击能力是氮化硅陶瓷的2000多倍,刀具寿命可以达到氮化硅陶瓷的22——30倍。因此BN-K1牌号刀具的切削参数比硬质合金刀具高3——5倍的速度切削高温合金和淬硬钢,这也为PCBN刀具的高速切削创造了条件。由于BN-K1牌号刀具的性能特点,使高铬铸铁毛坯不需要进行软化处理再粗加工,也不需要再进行二次装夹,改变了机加工工艺,广泛用于高合金铸铁轧辊,泵零件,高铬铸铁衬板等耐磨铸件加工中。
华菱刀具加工高铬铸铁的切削参数和案例
在机加工过程中,除了合理选用切削刀具外,对于刀具的切削参数选择也是高效率加工高铬铸铁重要因素之一。
在吃刀深度,走刀量,切削线速度这三个切削要素中,提高切削深度无疑是加工效率提高的有效手段之一,而且对于一些大型泵零件,冶金、矿山机械耐磨铸件,切削量很大,要提高加工效率,必须增大切削深度。由于BN-K1牌号刀具的抗断裂强度和抗崩损优势,与陶瓷刀具相比,BN-K1牌号更适合采用大的切削深度减少走到次数来提高加工效率。同时由于BN-K1牌号硬度高且高温耐磨性能优异,可以采用3-5倍于硬质合金和陶瓷刀具的切削速度进行高速切削。以下是华菱刀具在高硬度铸铁行业的典型加工案例:
1,以BN-K1牌号断续车削渣浆泵叶轮外圆为例,由于高铬铸铁叶轮有5枚叶片,在加工外圆和端面时,存在断续切削。BN-K1牌号刀具的切削参数为:vc=75m/min,ap=5mm,f=0.1mm/r。此高铬铸铁零件切削过程中,叶轮每转一周刀具要承受5次冲击,一次走刀一个刀刃要承受3000多次冲击。结果显示:BN-K1牌号氮化硼刀具断续加工过程中没有产生断裂破碎,一片刀片相当于25片陶瓷刀片,充分展现了氮化硼刀具的抗冲击性,不仅降低了刀具的使用成本,加工效率也提高了5倍。
2,以BN-K1牌号刀具铣削加工高铬铸铁衬板为例,切削参数:粗铣加工vc=55m/min,ap=2.5mm,每齿进给fr=0.25mm/r。测得两端尺寸相同,无退刀和刀具磨损现象。而使用陶瓷刀具铣削需要5——7刀才能完成,并且切削时刀片刃部磨损较快,致使切削抗力增加,产生退刀现象,严重影响了加工表面的质量和加工效率。
3,以BN-K1牌号加工高镍铬冷硬铸铁轧辊为例,走刀量可以达到1mm/r,吃刀深度10mm对轧辊表面进行荒车,而且其遇到夹砂、铸造硬点不崩刀,不断裂,可见BN-K1牌号的韧性优异。
4,对于高铬铸铁的精加工,以高铬铸铁气门座为例,华菱HLCBN系列中的BN-K11牌号可实现Vc=180m /min的高速精加工。
随着氮化硼材料刀具牌号的发展,截止2014年,华菱公司对于高硬度铸铁的加工开发有5种刀具牌号可以选择,分别适合各种工况的加工,如图:
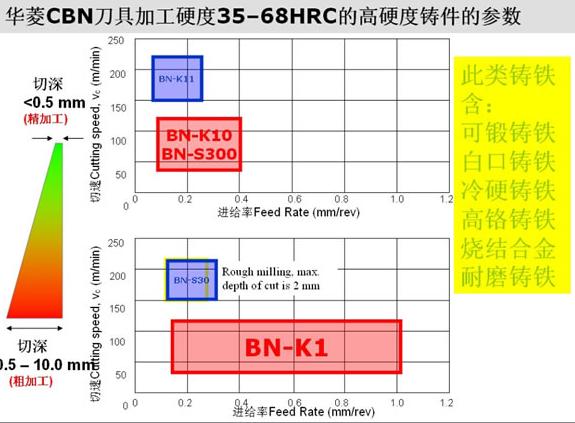
华菱超硬,作为我国立方氮化硼刀具国产化的先驱,是难加工材料行业最知名的刀具品牌之一,其刀具不但用于高硬度铸件,也用于淬硬钢,烧结合金等难切削材料和普通铸铁零件的高速切削领域中。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

