



变速箱制造往往是名副其实的大批量生产。正如其它的大批量加工生产一样,更快的供货周期、更低的生产成本都是成功的因素。山特维克可乐满所提供的刀具产品可加工大部分变速箱零件,同时协助制造商开发各种加工解决方案。
一、变速箱加工中刀具选择的主要考虑因素
材质与槽型
汽车行业已实现高度流水化作业,由于优化了刀具,大多数机床能够在确保良好加工安全性的前提下以最大速度运行。细长零件或难以夹紧的零件需要格外小心才能获得稳定的工况,但是当您希望生产效率大幅提升时,请认真考虑如何选择材质与槽型。
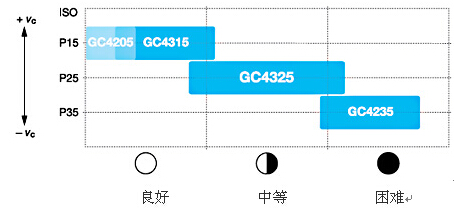
山特维克可乐满的钢件材质组合涵盖从粗加工到精加工的所有工序。
无论是需要真正可以抗后刀面磨损或塑性变形的硬材质、还是能够处理苛刻工序(如断续切削)的高韧性材质,或在大多数工况下表现出色的普通材质,您都很容易从我们宽广的材质范围中找到最优化的 CVD 涂层材质。
优化的刀片槽型
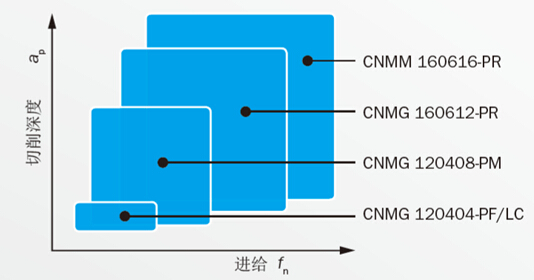
我们的车削槽型经过优化,在精加工、半精加工或粗加工工序中能够提供出色的断屑能力。这些槽型的命名具有明确的逻辑性,很容易被识别。
精加工
PF (P=钢 F=精加工)
LC (低碳钢)
半精加工
PM (P=钢 M=中等加工)
粗加工
PR (P=钢 R=粗加工)
Coromant Capto®
常见的加工挑战包括由于零件细长而引起的振动以及小公差和高表面质量要求。
Coromant Capto®是一种独特的工具系统,能够显著缩短装夹和换刀时间。在多任务机床、具备车削能力的加工中心以及数控车床上,它们能够直接集成在主轴中而确保极高的的稳定性。快换刀柄可以缩短装夹和换刀时间,从而显著提高机床利用率。

高精度冷却液
尽管未来的趋势是从湿式加工转向干式加工,但冷却液的使用有时仍不可避免。虽然大多数材料和工艺允许应用干加工和微量润滑(MQL),但是像低碳钢这样的材料需要使用高精度冷却液来获得满意的切屑控制。CoroTurn®HP设计有固定喷嘴,能够将高精度冷却液喷射到刀片切削刃上的正确位置。
这种高精度允许应用较低的冷却液压力,并且能够直接获得出色的断屑能力、加工安全性和高生产效率。为了优化机床的能力、进一步延长刀具寿命并改进切屑形成效果,可通过改变喷嘴直径对冷却液流量和流速进行微调。
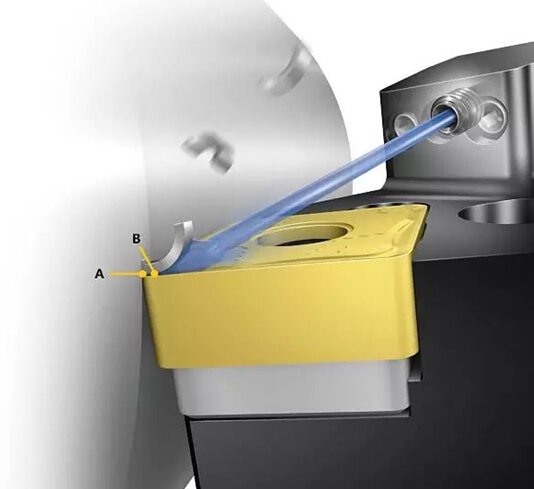
冷却液喷射具有三种主要效果:
•在接触区(A)提供刀片冷却
•强制切屑从刀片面上快速地脱离,从而降低对刀片的磨损(B)
•有助于将切屑分裂成更小的碎片,便于从切削区排出。
二、齿轮
在进行表面硬化之前,需要执行软车削和齿轮铣削工序,此时所面临的挑战是经常要获得小尺寸公差。针对淬硬阶段的精心制备可提供相对比较直接的硬零件车削工序。
软加工阶段
齿轮通常是锻造而成,只要加工过程安全可靠,就可以在车削工序时采用高切削参数。对于粗加工和精加工工序,为确保有效排屑和加工过程平稳,应使用经过优化的槽型。Wiper(修光刃)刀片是一种真正的生产效率倍增器,它允许应用更高的切削进给,由此而缩短生产周期。
CoroTurn® TR
对于在后续的硬车削阶段能否取得成功而言,在软切削阶段获得正确的尺寸和公差至关重要。采用iLock™设计的CoroTurn®TR可保证稳定性和有效防止刀片移动。再与Coromant Capto相结合,即可确保从转塔到切削刃始终具有无与伦比的稳定性。我们的建议是使用采用了最新刀片技术Inveio™的材质GC4325,这种技术可确保出色的表面质量、更长的刀具寿命以及更高的切削参数。Coromant Capto、CoroTurn TR和材质GC4325的完美组合可以在软切削阶段的外圆、端面以及内圆车削工序中确保进行高精度加工。

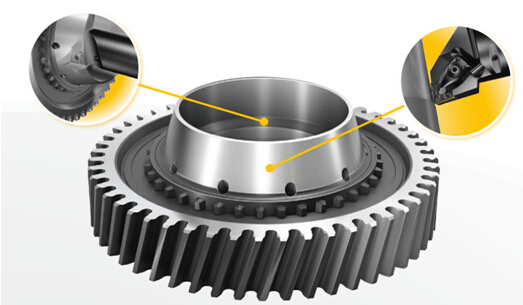
淬硬阶段
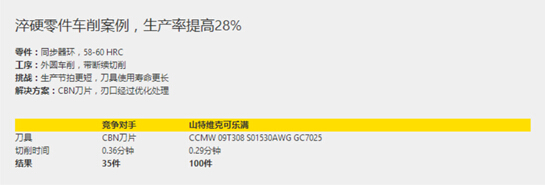
硬零件车削时,可预测的加工过程至关重要。用于精车淬硬传动系统零件的CBN刀片能够满足这些需求。焊接式CBN刀片往往要冒着因刀头脱焊而损坏零件的风险,为了避免这种风险,我们建议采用将机械互锁与焊接技术结合到一起的Safe-Lok多圆角刀片,这种设计可以提供额外的强度和安全性。另外,此类刀片具有四到八个切削刃,而不是仅仅只有一个。
选择正确的CBN材质

CB7015 - 适合连续到轻型断续切削
CB7025 - 适合轻型到中等断续切削
CB7525 - 适合重载断续切削
Xcel

使用Xcel刀片作为优化器。它拥有一把与wiper(修光刃)相融合的直切削刃,与标准半径刀片相比,这种刀片能够带来显著收益。在合适的工况下,Xcel刀片允许应用极高的进给率,并且可提供出色的零件质量。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

