


AK31数控转塔刀架故障维修实例分析
2015-12-1 来源:数控机床市场网 作者:苏州工业职业技术学院 王勇 邢晨祥
【摘要】 以AK31数控转塔刀架为例,阐述转塔刀架的结构、传动原理及控制时序和工作过程,通过两个维修与改造实例,从刀架的工作过程、控制原理着手,阐述转塔刀架故障的诊断思路与技巧。
【关键词】 AK31数控转塔刀架;故障分析;维修
1 引言
我院有4台长城机床厂生产的CK7150A斜床身数控车,数控系统为FANUC 0I-TC,数控刀架为烟台AK31转塔刀架,它的刀位是都通过编码器检测的,可以同时容纳12把刀。这些数控刀架现已使用近8年了,陆陆续续出现了一些故障,有涉及到机械部分的,有涉及到电气部分的,有涉及到控制部分的,因此,要想及时排除故障,必须搞清楚数控转塔刀架的结构、传动原理、工作过程以及控制时序,才能快速的分析故障,找到造成故障的原因并排除。现以AK31数控转塔刀架为例,结合本人维修的故障实例进行分析,给出AK31数控转塔刀架常见故障诊断方法,通过对这些故障实例进行分析和排除,希望对其他型号的数控转塔刀架的维修有所帮助。
2 AK31刀架的结构及工作流程
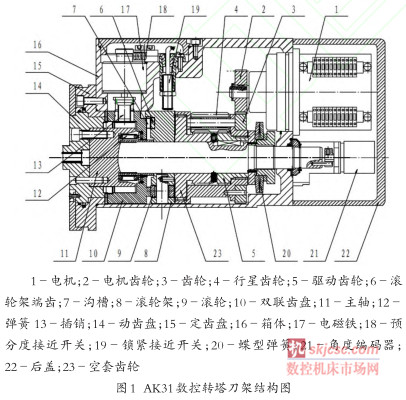
图1所示为AK31数控转塔刀架结构图,该刀架采用三联齿盘作为分度定位元件。由电机驱动后,通过一对齿轮和一套行星齿轮系进行分度运动。其工作流程图见图2。

3 刀架电器部件分布图
刀架电器部件分布图见图3。
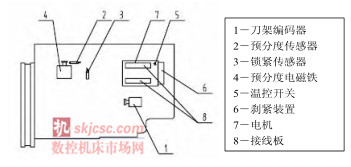
图 3 AK31 数控转塔刀架电器部分分布图
(1) 电机:刀架电机是由电动机、制动器、热保护器组成一体的三相力矩电机,制动器装在电动机后端盖上,制动器的内腔为电机轴承室。
(2) 制动器:制动器线圈电压为直流24V,通电时为刹紧状态,断电时松开状态。当电机运行时必须断电,电机停机时通电制动。
(3) 温控开关:电机定子线圈上装有温控开关。温度低于120度时为闭合状态,温度高于120度时为断开状态。
4 运行信号波形图及说明
4.1 运行信号波形图
运行信号波形图见图4。
4.2 运行过程说明
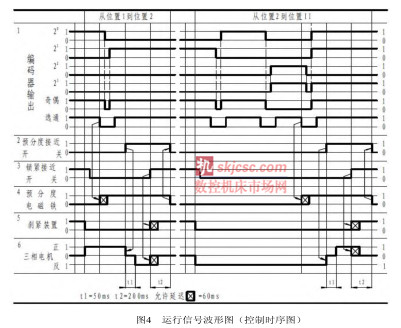
运行信号波形图画出了刀架顺时针方向由位置1到位置2和逆时针方向由位置2到位置II回转所遵循的控制进序。刀架转位时,刹车电磁线圈先失电释放,然后给刀架电机提供三相电(注意一开始接电的相序),根据最短路径原则选择电机旋转的方向。当刀位编码器前一个工位的选通信号低电平到达时,则立即给预分度电磁铁提供24V电压。预分度电磁吸铁得电后, 电磁铁销插入主轴等分键槽内,刀架转动被迫停止,预分度传感器发出信号 (由低电平变为高电平),数控系统收到预分度传感器发出信号后,系统命令刀架电机停止转动,然后再延时50ms,刀架电机反转交流接触器得电使刀架电机反转,为了使刀架锁紧定位。
刀架锁紧定位后,锁紧传感器发出信号(由低电平变为高电平)。数控系统收到锁紧传感器发出的信号后, 立刻让刀架电机反转交流接触器失电,刀架电机停转,刹车电磁线圈得电 将刀架电机锁住,以防止因惯性再旋转。
锁紧传感器发出信号后,数控系统应进行当前刀位与指令刀位对比检测,如果相同,就可以继续执行下面的加工程序,如果不同出现相应的报警显示换刀没有成功或者刀位错误。
注意:如果刀架在换刀过程中突然停电了,或者因为突发事件工人拍下了急停按钮,导致换刀中途停止,一旦来电或排除急停后,换刀时一定要按照停止前的运动方向来进行换刀操作。
5 转塔刀架故障维修与改造实例
5.1 实例一
(1) 故障现象
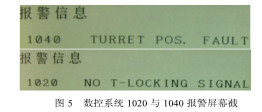
一台配置Fanuc 0I-TC的CK7150A数控车床,采用12工位转塔刀架(型号为AK31)在执行换刀指令时,无论是自动还是手动位置,刀架转动不停,且刀架无锁紧动作。屏幕上显示1040报警(刀架位置错误报警)或1020 (没有刀架锁紧信号报警),我用相机拍下来的报警图片,如图5所示。
(2) 分析与处理过程
根据常见的转塔刀架简单工作原理[3],刀架的工作过程一般分为四步,刀架转塔抬起、转塔旋转、刀位号判别和转塔定位锁紧。当数控系统接收到换刀指令后,首先通过PLC控制电机使转塔抬起,然后带动转塔旋转,同时刀位编码器向系统发送刀位编码信号,由系统进行刀位判别,当指令刀位与实际刀位相符时,转塔停止转动,执行定位动作,电机反转锁紧转塔,换刀过程结束。
AK31转塔刀架换刀过程要复杂得多,各部分的动作都有严格的时序关系,图4是AK31电动转塔刀架换刀时序图,前一部分是从刀位1换到刀位2,后一部分是从刀位2换到刀位1。从刀位1换到刀位2,当PLC应用程序接收到数控系统发出的换刀指令后,首先根据当前的刀具位置确定出就近旋转到目标刀具的方向,刀架制动松开,启动电机按判定的方向转动,同时检测刀位编码器发出实际刀位信号和选通信号。当选通信号由1变为0,即选通信号下降沿出现,PLC程序控制预分度电磁铁通电动作,这时PLC程序监控分度开关的上升沿,直到分度插销插入机械停止槽。分度开关信号的上升沿出现,电机立即停止转动,经延时后控制电机向相反方向转动。这时刀架转塔进入锁紧过程,一旦锁紧开关由0变为1,即锁紧开关信号的上升沿出现,电机停止转动,经延时转塔制动,预分度电磁铁断电释放。为了说明得更清楚明了一些,用图2流程图说明整个换刀过程。
遵照先机械后电气,先简单后复杂的检修原则。先检查机械部分,部分机械动作比较正常。从故障现象仔细分析,机械故障发生的可能性较小了,刀架本身电气故障发生的可能性比较大。所以应先从电气故障分析入手,在转塔刀架控制信号中,电机转动、电机制动、预分度电磁铁动作是数控系统对刀架的控制信号;刀具位置编码、分度开关、锁紧开关是刀架的反馈信号。刀架能转动,说明数控系统对刀架电机的控制是对的,刀架转动不停、刀架无锁紧动作在于不能完成预定位。显然,根据以上工作原理分析,不能完成预定位是刀架的故障原因所在了。
影响刀架分度定位的主要部件是刀具位置编码器、分度开关、预分度电磁铁、插销,其中任何一个环节存在问题,都将影响到刀架的预定位。在不拆卸转塔刀架的情况下,手动控制电机的转动、制动,通/ 断预分度电磁铁24伏直流电源,观察电机、制动器、电磁铁、刀具位置编码器、及插销的工作情况,发现有时从1号刀换到2号刀都能使电机转动,偶尔不能转动。按机床控制面板上的 Diagnosis键,在线监控PLC运行状态,观察各输入、输出点的通断情况。发现刀架锁紧接近开关(使用说明书上刀架锁紧接近开关编号为X6.6)X6.6始终为1,正常情况下,转塔刀架在没有伸出机械秃圆环时此信号应为0,说明锁紧接近开关的位置有所变化,需要往上调整一点,调整方法如下:
如图6,移去顶盖,拧下螺钉40,卸下支架41,去掉后盖,卸下接线板支架,拆下锁紧开关的接线。拧下螺母42,卸下锁紧接近开关。根据V值调整Z值以保证P值为0.8MM: (P)0.8=V-Z,V、Z的值是通过测量获得的。测量V值时, 滚轮架的扇形面必须与接近开关正对,即刀架在锁紧状态下。若不在此状态下,请手动旋转使滚轮架达到与接近开关正对,然后将螺母42拧在开关上,装上支架41,将开关接线练到接线板上。接近开关的指灯可通过支架的小孔观察到,在锁紧状态下,指示灯亮,这时盖上后盖和顶盖。
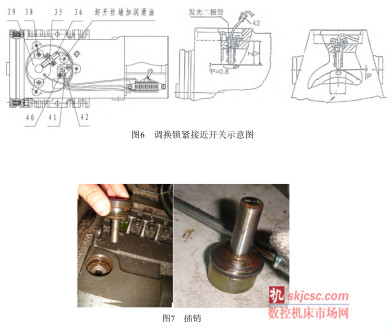
将锁紧接近开关调整好后,试机,惊喜发现刀架电机在反方向转动时能机械锁紧,仅正转时不能锁紧。最仔细检查发现,插销在反转时不能插入机械停止槽内。仔细检查发现,插销磨损较厉害(如图7所示)。插销一插入就滑出来,根本无法正常插入机械停止槽内,取下插销, 补焊研磨。装机后试车,刀架正反都能机械锁紧刀盘。
5.2 实例二
(1) 故障现象
一台配置Fanuc 0I-TC的CK7150A数控车床,采用AK31型数控刀架,在执行自动加工时,当2号加工完了,然后下一把刀是3号刀来加工,但是没有换到3号刀还是2号刀继续加工的,导致撞刀,于是切换到手动换刀模式,换5号刀,实际也是5号刀,再换到3号刀,刀架实际上转到2号刀没有任何报警,其它7把刀均换刀正常。
(2) 分析与处理过程
由电气原理图可知,其二进制绝对值编码器的刀位输出信号与系统输入信号对应关系分别为 0 位对应 X3.4、1 位对应X3.5、 2位对应X3.6、3位对应X3.7。打开FANUC PMC DGN输入输出信号监控画面,然后手动按换刀按钮,换刀刀位、实际刀位与刀位信号输入状态对应关系见表l。由表l可见,当换3号刀时,实际上换到2号刀去了,其3号刀的信号状态实际值应为“0011”,而实际上显示 “0010”,编码器的3号刀输出信号有误。刀架预分度接近开关信号X3.0、锁紧接近开关信号X3.1及电机过热检测信号X3.2的状态都正常。如果换刀刀位比实际刀位都滞后或提前相同数量刀位的换刀出错状况。我们可以调整编码器位置或更改加工程序刀号来解决。而此次换刀只有1个刀位换刀出错,其它7个刀位均正常,则有可能是刀位编码器信号线断线、短路、脱落、虚接,用万用表测了测没有什么异常现象。然后检查编码器相关信号到电气箱输入输出信号转换板之间的连线,也没有什么问题,因此初步判断编码器可能有问题。因为编码属于精密光学部件,不宜拆开维修,于是更换了JXG—Y—P型刀架编码器,试换刀正常。

6 总结
AK31数控转塔刀架出现各种故障在所难免,故如何快速准确地排除故障成为最关键的问题。文中结合AK31数控转塔刀架的传动原理、工作流程、运行信号时序图,通过两个维修与改造实例分析了转塔刀架故障排查的思路,并提出适当的维修与改造方法,为相关工程技术人员提供一定的参考和借鉴。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

