


摘 要:高速切削作为一种高效切削的加工方法在航空领域中已广泛应用。影响高速切削的因素非常多,其中刀具对于高速切削有着重要的影响,刀具自身的结构、材料和几何参数,刀具的夹持系统以及加工工艺等直接影响高速切削的效率。通过对刀具自身相关参数及与刀具相关的因素进行分析,结合航空壳体零件在实际加工中的应用实例,进一步掌握刀具在高速切削中的影响,从而提升高速切削在实际应用中的效果,降低企业的加工成本。
关键词:高速切削;刀具;刀具夹持系统;航空壳体
航空壳体类零件主要应用于航空产品的液压传动及机械传动装置,是产品的核心零部件。其不仅是产品装配 母 体,更是产品功能实现的枢纽部位。该零件的复 合 程 度 高,壳体材料多以铝合金为主。其按结构特点可划分为作动类壳体、薄壁类壳体、液压类壳体及其他类壳体。由于大多数航空壳体具有料去除率高、单道工序加工时间长和所采用的刀具种类多等特点,因而壳体类零件适合采用高速切削,以提高加工效率。
刀具以及相关系统对于高速切削有着重要的影响。本文对刀具几何参数、刀具夹持系统以及加工工艺等影响因素进行研究分析。
1、 高速切削
高速切削(HSM 或 HSC)是20世纪90年代迅速走向实际应用的先进加工技术,通常指在高主轴转速和高进给情况下进行切削。国际生产工程学会提出,高 速 切 削 的 切 削 线 速 度 为 500~7000 m/min[1]。在模具 加 工 中,高 速 切 削 可 加 工 淬 火 硬 度>50HRC的钢件。高速切削是一项系统技术,从刀具材 料、刀 柄、机床、控制系统和加工工艺等方面均与常规加工有很大区别。由于不同的加工方式、不同的工件材料有不同的高速切削范围,因而应根据不同的加工材料,结 合 实 际 生 产 情 况,确 定 合 理 的 高 速 切 削 范围[2-6]。高速切削的速度范围与被加工材料的关系如图1所示。
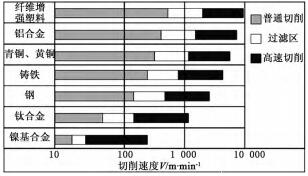
图1 不同加工材料大致的切削速度范围
2 、刀具对高速切削的影响分析
2.1 刀具几何参数
目前,高速切削铝合金刀具多采用硬质合金刀具,粗加工刀具具有良好的强度及排屑性能,适用于大余量去除材料;精加工刀具具有良好的刃口锋利性和较小的径向力,适用于减少加工变形,降低表面粗糙度。刀具主要参数为前、后角和螺旋角,高速切削刀具与普通刀具几何参数的区别主要为柄部公差、螺旋角和刀具跳动(见表1)。
表1 不同加工材料的刀具几何参数

2.2 刀具材料
按照刀具材料硬度大小排列如下:金刚石 PCD>立方氮 化 硼 PCBN> 陶瓷 > 硬 质 合 金 > 高 速 钢HSS;按照抗弯强度大小排列如下:高速钢 HSS>硬质合金>陶瓷>金刚石PCD>立方氮化硼 PCBN;按照断裂韧性大小排列如下:高速钢 HSS>硬质合金>立方氮化硼 PCBN>金刚石 PCD>陶瓷。根据切削
材料以及刀具成本等方面综合考虑,现阶段航空企业高速切削铝合金多以硬质合金材料为主。
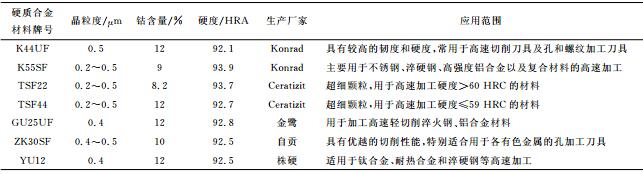
硬质合金刀具种类按照化学成分不同,可分为碳化钨基硬质合金和碳化钛基硬质合金;按照晶粒大小区分,可分为普通硬质合金、细晶粒硬质合金和超细晶粒硬质合金。硬质合金颗粒的大小影响到合金材料的强度,普通硬质合金晶粒度为3~5μm;一般细晶粒硬质合金的晶粒度约为1.5μm;亚微细晶粒硬质合金的晶粒度为0.5~1μm;超细晶粒硬质合金 WC 的晶粒度<0.5μm。晶粒细化后 可 以 提高合金的硬度、耐磨性、抗弯强度和抗崩刃性。K 类和 M 类硬质合金具有较高的硬度、耐 用 度、抗 弯 强度和韧度,细晶粒和超细晶粒硬质合金中由于硬质相和粘结相高度分散,可减少切削时产生的崩刃情况,适合于高速切削铝合金[7]。适合高速切 削 的 硬质合金材料见表2。
表2 适合高速切削的硬质合金材料
2.3 刀柄结构
刀具的夹持系统为刀柄,按照与机床连接方式,刀柄分为7∶24和1∶10等2种。在传 统 的 加 工中,通常使用的是7∶24的刀柄。这种刀柄端面与主轴端面之间存在间隙,在主轴高速旋转和切削力的作用下,主轴的大端孔径膨胀,造成刀具轴向和径向定位精 度 下 降。高速切削通常推荐 HSK 刀柄。HSK 是一种小锥度(1∶10)的空心短锥柄,使用时端面和锥面同时接触,从而形成高的接触刚度,高转速对接口的连接刚度影响不大。在高速切削中,刀柄对刀具的夹持力的大小和夹持精度的高低具有十分重要的作用。当机床转速达到10000r/min时,应采用夹持可靠的刀柄。目前,加工中常用的刀柄为侧固刀柄、卡簧刀柄、液压刀柄和热胀刀柄等,侧固式刀柄难以保证刀具的动平衡,不适用于高速切削;卡簧刀柄采用弹性夹紧方式,刀柄与刀具中间存在弹性夹头的过渡,会影响刀具的跳动和动平衡,不适用于高速切削;液压刀柄采用两点夹持的一体型构造,具有很高的夹持力和夹持精度,且减小了夹头质量;热胀刀柄利用刀柄装刀孔热胀冷缩使刀具夹紧可靠,其结构简单对称、夹紧力大。可见,液压刀柄和热胀刀柄适用于高速切削。
2.4 刀具的动平衡及安全性
高速切削设备的主轴转速一般可达到15000~24000r/min。刀具在高速旋转时存在的残余不平衡量会产生与转速成平方关系的离心力,这种动态负载会激起刀具和机床的振动,从而导致加工表面质量、刀具寿命和主轴轴承寿命下降。刀具系统不平衡的主要因素如下:1)刀具制造尺寸精度偏差导致不平衡;2)非对称式刀具、刀柄以及连接件导致不平衡;3)刀具使用时产生偏移导致不平衡;4)非整体式刀具系统装配时的累积误差导致不平衡;5)刀具装夹误差导致不平衡。
为减小或限制这种由残余不平衡量产生的动态负载的影响,应对主轴及刀具系统进行必要的动平衡调整。刀具动平衡分为机外平衡和机上平衡,机上动平衡利用机床主轴提供旋转运动,其余与机外动平衡机相同。现阶段动平衡检查主要以机外平衡为主。机外动平衡需通过专用机外动平衡机测量出不平衡的质量和相位,再通过技术手段进行调整,使刀具系统达到平衡标准要求。动平衡调整过程通常须经过多次反复,调整到最佳平衡量,以减小振动负载,并尽可能将较高的精度传递到刀具的切削刃。
2.5 切削路径
采取不同的切削路径能得到不同的切削效果。优化切削路径可提高刀具耐用度和切削效率,获得最小的加工变形,充分发挥高速切削的优势。本文从进、退刀加工和刀具轨迹2个方面进行分析。
1)进、退刀加工。在加工进刀时,应避免刀具垂直插入工件,采用倾斜下刀方式或者螺旋式下刀,以降低刀具载荷。在加工平面或轮廓时,应尽量从工件外部下刀,然后水平切入工件。在水平退刀时,应尽量保持加工进给速度,当刀具垂直退出时可采用最大位移速度。
2)刀具轨迹。在高速切削时应保证刀具轨迹尽可能简化,减少转折点和急速转向,保证刀具轨迹的平滑过渡。螺旋曲线走刀是高速切削加工中一种较为有效的走刀方式。另外,应通过不中断切削过程和刀具路径,减少刀具的切入和切出次数,以获得稳定、高效和高精度的切削过程[8]。
2.6 切削参数
切削参数是高速切削中重要的指标之一,切削参数选择是否合理将直接影响最终的加工效率、加工表面质量以及加工成本。
切削速度取决于机床的性能,采用较高的切削速度可以减少加工过程中的积屑瘤,提高表面加工质量;但是过高的切削速度会加剧刀具磨损,降低刀具寿命。所以在零件切削过程中需要根据现场的加工环境选择合适的切削速度。
进给量是影响加工效率的主要因素,在粗加工过程中,选用较高的进给量能够获得较大的材料去除率。进给量与刀具的直径相关,每齿进给量随直径增 大 而 增 加。粗加工时每齿进给量推荐 0.1~0.3mm;精加工时每齿进给量推荐0.04~0.1mm。轴向切深和径向切宽在粗加工时根据刀具直径和机床的刚度所决定。一般在选用刀尖圆弧半径较大的刀具时,轴向切深不宜大于刀具半径;径向切深与被加工材料相关,对于铝合金等轻合金材料可以选择较大的径向切深,甚至满刀切削。
3 、某叶轮加工应用实例
3.1 叶轮结构
叶轮类零件属于薄壁、易变形类零件,一般壁≤4mm。本次试加工叶轮为离心压缩机中应用的非直纹面叶轮(见图2),其共有14片叶片,直径 为60mm,高度为18mm。叶片厚度为1mm,叶片间距最小为1mm。叶轮材料为7A04。
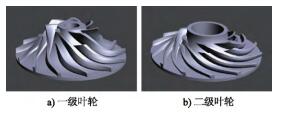
图2 某叶轮系列模型
由于受体积限制,叶轮采用小直径、大扭角的结构,这给叶片的加工带来了更高的难度:整体叶轮加工流道窄,叶片相对长,叶片间距最小处≤1.5mm,一般需要采用小刀具直径加工,加工过程中易造成刀具断裂。
3.2 刀具切削参数的选用
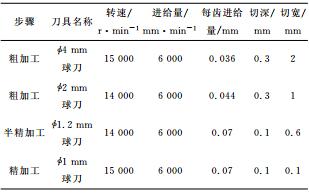
选用SECO 的极 小 径 系 列 刀 具,选 用4和2mm 刀具进行粗加工;1.2mm 刀具进行半精加工留余量0.1mm;1mm 刀具 进 行 精 加 工。精 加 工刀具为锥杆结构,切削刃末端为缩颈,该结构在让开干涉的同时最大限度地提高了刀具强度,保证了加工稳 定 性。刀 柄 采 用 HSK-A63 热胀 刀 柄 夹 持。切削参数见表3。
表3 切削参数
3.3 走刀过程
本次加工使用 CATIA 软件编制加工程序。粗加工采用插铣加工方法,刀具沿叶片各角度的切线方向对叶轮进行插铣加工。插铣粗加工的优点如下:1)由于切削力为轴向力,可采用大悬伸避免干涉;2)可减小工件变形;3)提高加工效率。粗加工插铣采用 定 轴3+2方式 进 行 分 层 加 工(见 图 3)。在 CATIA 软件中 选 择 等 高 降 层 粗 铣 策 略,以 流 道轮廓为限制线,两侧叶顶为干涉面,刀轴方向以一次策略为单位多次旋转,以达到让开干涉,去除大余量的目的。
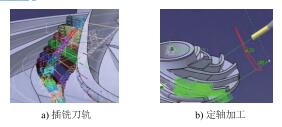
图3 粗加工示意图
精加工中,流道底部按照3个区域分别拾取加工面,使用曲面等参数线加工策略,选择插补轴的多轴方式,以区域边界多个驱动轴为刀轴方向,通过手动设置适应 曲 率 变 化,形 成 整 齐、稳定和高效的刀路。主叶片吸力面、主叶片压力面、分流叶片吸力面和分流叶片压力面分别采用同样的策略,以无干涉、无跳刀和加工完整为目的,以区域边界的25个驱动轴为刀轴方向,通过手动设置来适应剧烈的曲率变化,生成整齐可靠的刀路(见图4)。
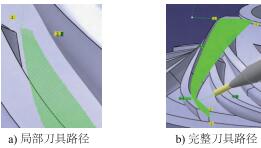
图4 精加工示意图
4、 结语
高速切削已经在航空领域得到广泛应用,本文从刀具结构、刀具几何参数、刀具夹持系统以及加工工艺等影响因素进行分析,并结合航空壳体零件在实际加工中的应用实例,进一步掌握刀具在高速切削中的影响,从而提升高速切削的应用效果,降低加工成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

