


动态刀具补偿功能在数控铣削编程中的应用
2018-8-16 来源:宝鸡职业技术学院机械工程系 作者:段团和
摘要:在模具零件的数控铣削加工中,往往会遇到因受到刀具限制而无法用系统提供的指令格式直接编程的情况。使用 CAD/CAM 软件进行实体造型及编程,使得工作量大且空走刀占用时间较长,而熟练掌握和运用宏程序编程技术往往能够快速完成零件的编程和加工,使数控机床加工的潜力得以充分发挥。其中宏变量动态刀具补偿功能的应用,在实现粗、精加工余量控制以及零件边角倒圆的同时,刀具补偿值能随着加工程序的进程而变化,简化程序的编制,减少了程序的出错率,实现了机床连续加工,提高了生产效率。
关键词:宏程序;变量;动态刀具补偿
0、引言
在机械制 造 业 中,模 具 制 造 是 一 种 比 较 复杂的工作,而数控铣削加工在模具制 造 当 中 已经处于越来越重要的地位。一般模具零件的技术要求较高,需要经过数控粗、精加工才能达到
加工要求,这就使得加工程序冗长且 难 以 检 查和修改,从而影响加工效率。
1、宏程序在数控加工中的应用
模具零件二维轮廓数控铣削是按零件实际坐标尺寸编程,并在数控机床上引入 刀 具 半 径补偿进行加工,其中 内、外 轮 廓 铣 削、边 角 倒 圆等复杂型面的加工十分常见。边角 倒 圆 属 于 曲 面 加 工,一 般 需 要 借 助CAD/CAM 软件造型和编程,而 熟 练 使 用 宏 程序编程技术则可以很快地在机床上直接完成对加工零件的手工编程。数控系统是应用各种变量进行算术运算、逻辑运算和函数运 算 进 行 编程,而宏程序提供的 顺 序、选 择 分 支、循 环 三 大程序结构能使加工程序极大地简化。宏程序加工过程中的坐标数据由运算结果动 态 获 得,适于编制复杂零件程序,尤其是非圆方 程 曲 线 的编程。宏程序动 态 刀 具 补 偿 是 在 程 序 执 行 G41、G42刀具半径 补 偿 时,对 其 所 提 供 的 寄 存 地 址D 的数据能随着程 序 进 程 不 同 而 变 化,作 为 一个变量在程序中以 #101来表示,在模具零件的加工过程中,方便实现对粗、精加工余量以及边角倒圆时刀具补偿量变化的控 制简 化 程序的编制减少程序的出错率,现了机床连续加工,提高了生产效率。
2、动态刀具补偿在实现粗、精加工中的应用
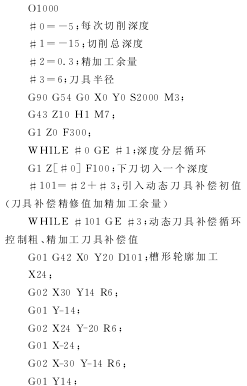
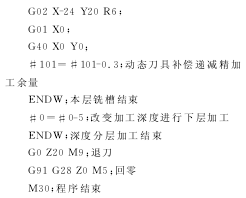
图1所示为凹模零件简图。零件外轮廓及其上、下表面均已加工完成,要求完成零件中间矩形槽的粗、精加工程序编制。在编制零 件 内、外 轮 廓 程 序 时 通 常 是 按 照零件的实际尺寸进行编程,在进行 图 1 零 件 槽形粗、精加工期间,需要通过在机床刀具半径寄存地 址 中 修 改 补 偿 量 的 大 小 来 完 成 零 件 加工,这样经常会导致加工过程的中断。宏程序中 动 态 刀 具 补 偿 功 能 的 使 用,能 使刀具补偿量随着程序的进程而改变,从 而 实 现机床连续对零件 的 粗、精 加 工。由 于 图 1 所 示零件型腔深度较大,采用分层循环加工.简化程序编制。加工时选用 12mm 超硬立铣刀,加工零件材料为硬铝合金 YL12,程序编制如下(从说明问题的角度考虑,零件大部分余量已去除,仅编制最后一步粗加工和精加工程序)。
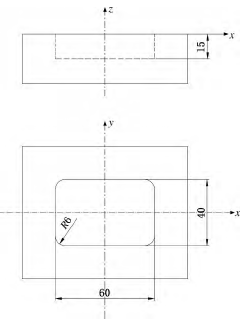
图1 凹模零件简图
3、动态刀具补偿在实现边角倒圆中的应用
图2所示的凸模零件在完成面铣及轮廓铣削后,要求完成凸台 边 角 倒 圆。一 般 是 采 用 相应倒角刀具或 R 系列刀具,以轮廓编程方式完成,加工中存在需要二次对刀的情况,容易在工件表面形成接刀痕,影响美观和表面质量。

图2 凸模零件简图
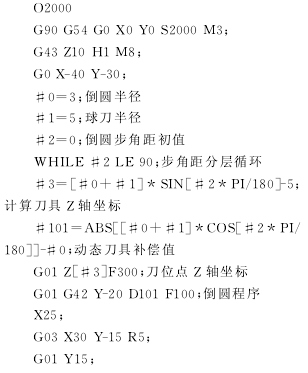
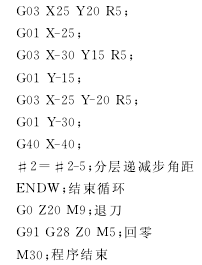
使用平底 铣 刀 或 球 头 铣 刀,应 用 宏 程 序 编程,按曲面加工分层方式铣削,可以获得较好的表面质量,且减少 空 刀 行 程。当 零 件 加 工 余量较大时,采用平底铣刀进行粗加工、球头铣刀进行精加工的方案,余量较小时可采 用 球 头铣刀精加工一次完成。在凸台边角倒圆加工时,可采用刀具由上至下或 刀 具 由 下 至 上 两 种 方案,精加工时为获取更好的加工表面 质 量 应使用侧刃避免底刃切削采用刀具由下至上的加工方案。考虑到在加工过程中每层刀具半径补偿值为动态值,故使用动态刀具补偿,这样可以很容易地实现零件边角倒圆和表面质量要求。图2所示的凸模零件边角倒圆半径值较小,可以按精加工使用球刀一次完成。以下是使用 R5mm球刀对零件边角倒圆的程序编制,图 3 所 示 为动态刀具补偿#101计算数学模型。
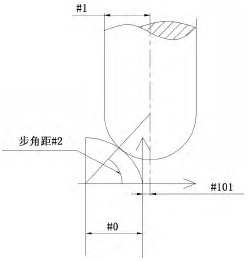
图3 使用 R5 mm 球 刀 加 工 的 动 态 刀 具 补 偿 #101计算数学模型
4、结论
宏程序动态刀具补偿功能在以上加工案例中的应用,能够极大地简化零件的计 算 和 编 程过程,是快速完成编 程 和 加 工 的 较 好 途 径。其应用减少了编程的数据量,提高了程 序 的 可 阅读性和可修改性;通过对变量参数的修改,可以适用于具有相同工艺特征但尺寸规格或位置参数不同的同类型零件的加工编程,同 时 也 解 决了仅靠机床自身指令功能手工编程难以完成的特征(如:边角倒圆等)编程。根 据 零 件 的 不 同特征和难易程度,合理地选择或结合 使 用 手 工编程、宏 程 序 和 自 动 编 程,会 取 的 更 好 的 编 程效果。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

