


金属加工关键参数计算:效率与力学的平衡艺术
2025-10-27 来源:伊斯卡 作者:-
“在金属加工的精密舞台上,加工计算如同指挥棒,引领着机床、切削刀具、夹具和工件这一工艺系统的和谐共舞。它不仅关乎强度与刚度的精准分析,更是新机床与夹具设计的基石。通过计算材料去除率,我们能洞察切削加工的生产效率;而切削扭矩与功耗数据的获取,则为工艺优化提供了关键依据。如今,计算机化系统虽能实现高精度计算,但快速简易的估算方法仍是实际应用中不可或缺的利器,既能验证软件结果,又能为工艺决策提供即时思考。本文将重点阐述如何计算机械加工中的材料去除率、切削力及功率消耗。
一、材料去除率:效率的度量衡
材料去除率(MRR)Q是衡量加工生产效率的关键指标。Q值越高,加工效率越高。材料去除率是指加工过程中刀具单位时间内去除的材料体积。MRR的计算方法因加工工艺而异。由于金属长期作为主要工程材料,材料去除率常被称为"金属去除率"。
以车削加工为例:
Q=vc×ap×f (1)
而在铣削加工中:
Q=ap×ae×vf (2)
式中:
vc – 切削速度
ap – 切削深度
ae – 切削宽度
f – 每转进给量
vf – 进给速度
金属去除率的单位在公制中为mm³/min或cm³/min,在美制(英制)中为in³/min。计算金属去除率时,必须确保方程中各变量的计量单位统一。混用不匹配的单位会导致计算错误。例如,若切削深度和宽度采用mm(英寸)为单位,而切削速度采用m/min(英尺/分钟)为单位,将导致严重误差。
在钻削加工中
Q=vc×ap×fz (3)
其中fz表示每齿进给量。
对于直径为d、齿数(切削刃数)为z的钻头:ap=d/2,fz=f/z
因此:
Q=vc×ap×fz=π×d×n×d/2×f/z=π×d2/(2×z)×n×f=π×d2/(2×z)×vf ,式中n为钻头转速。
对于典型的两刃钻头(z=2):
Q=π×d2/4×vf (3a)
示例 :基于以下参数,计算使用ISCAR HELIDO套式铣刀(直径250mm,12齿)进行面铣时的金属去除率:
切削深度5mm
切削宽度180mm
切削速度120m/min
每齿进给量0.25mm/齿
铣刀转速计算:
n=1000×vc/(π×d)=1000×120/(π×250) =153 (rpm)
进给速度计算:
vf=fz×z×n=0.25×12×153=459 (mm/min)
代入公式(2)计算:
Q=ap×ae×vf =5×180×459=413100 (mm3) =413.1 cm3
示 例 :对直径2.5英寸的棒料进行车削加工,主轴转速1000rpm,进给量0.006英寸/转,切削深度0.08英寸。计算金属去除率。
切削速度计算(单位:英尺/分钟):
因此:
Q=vc×ap×fz=π×d×n×d/2×f/z=π×d2/(2×z)×n×f=π×d2/(2×z)×vf
式中n为钻头转速。
对于典型的两刃钻头(z=2):
Q=π×d2/4×vf (3a)
示 例 :基于以下参数,计算使用ISCAR HELIDO套式铣刀(直径250mm,12齿)进行面铣时的金属去除率:
切削深度5mm
切削宽度180mm
切削速度120m/min
每齿进给量0.25mm/齿
铣刀转速计算:
n=1000×vc/(π×d) =1000×120/(π×250) =153 (rpm)
进给速度计算:
vf=fz×z×n =0.25×12×153=459 (mm/min)
代入公式(2)计算:
Q=ap×ae×vf=5×180×459=413100 (mm3) =413.1 cm3
示 例 :对直径2.5英寸的棒料进行车削加工,主轴转速1000rpm,进给量0.006英寸/转,切削深度0.08英寸。计算金属去除率。
切削速度计算(单位:英尺/分钟):
由于1英尺=12英寸,以英寸/分钟为单位的切削速度为:
vc=π×d×n=π×2.5×1000=7854(英寸/分钟)
根据公式(1)计算:
Q=vc×ap×f=7854×0.08×0.006=3.77(立方英寸)
因此,金属去除率(MRR)作为反映切削加工效率的重要指标,必须结合其他工艺参数综合考量。其中之一是刀具寿命。如果采用过高的金属去除率进行加工,导致刀具因极端切削速度和进给量产生的大载荷而在刚开始切削时就失效,这样的加工是没有意义的。另一个参数与切削功率消耗有关。
二、切削力:工艺系统的力学交响
在切削过程中,切入被加工工件材料的刀具会受到抗力。这个力被称为合成切削力或总切削力。该力的大小和方向取决于:加工工艺,材料可加工性,切削数据,切削条件,刀具切削几何形状。
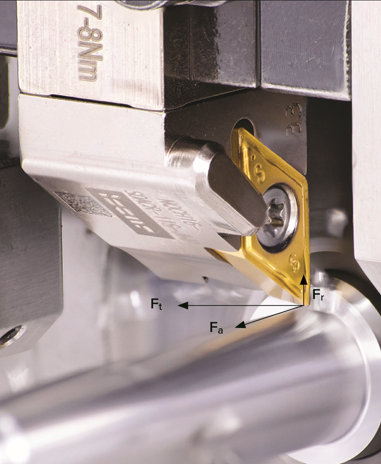
在直角坐标系参考系中,合成(总)切削力F可以分解为三个分量:
✦ 切向切削力Ft
✦ 径向切削力Fr
✦ 轴向切削力Fa
在切削力分量的描述中,"切削"一词经常被省略。
有时,切向、径向和轴向切削力也分别被指定为Fz、Fy和Fx。
根据加工类型的不同,这些力对刀具的影响也不同,且各力的大小比例关系各不相同。
在旋转主运动的加工中,切向力Ft与其他分量相比是最大的。该力被认为是主切削力分量,决定了切削所需的扭矩和功率消耗。
在车削中(图1):径向力Fr从工件旋转轴线径向向外,将车刀推离工件。这种推力效应可能是影响加工精度和表面质量的振动源。轴向力Fa沿纵向平行于旋转轴线,与进给运动方向相反。在车削中,该力也被称为"纵向"力。
在铣削中(图2):径向力Fr与车削类似,将铣刀推离工件。Fr和Ft的合力Fb称为"弯曲力",会使铣刀产生弯曲变形。该合力在进给运动轴线上的投影形成由机床进给驱动引起的反作用力。轴向力Fa沿铣刀轴线作用,对主轴单元轴承产生载荷。

在钻削中(图3):轴向力Fa对应钻头的主切削刃(刃口)。该力沿钻头轴线压缩钻头,并与作用于钻头横刃的力Fch共同决定进给驱动的功率消耗。

切削力的确定是机床部件设计、工件与刀具夹持装置设计、刀具本身静态与动态特性分析,以及包含机床-刀具-夹具-工件在内的整个工艺系统刚度分析的关键参数。切削力通过经验公式计算得出,公式考虑的因素越多,其复杂程度就越高。另一种计算方法基于切削力之间的比例关系。根据加工工艺的不同,各切削力分量之间存在特定的比例关系,其表达式为:
Ft:Fa:Fr=1:x:y (5)
系数x和y取决于:加工操作类型、被加工材料特性、切削几何参数和刀具材料等因素。工程实践中,采用x和y的平均值即可获得令人满意的计算结果。 因此,在计算出总切削力主分量Ft后,其余分量可通过公式(5)简便求得。
在估算切向力Ft时,采用基于单位切削力值的方法是合理的。以铣削为例,实际单位切削力kc是指切除1平方毫米(0.0016平方英寸)切屑面积所需的力,该切屑面积的平均厚度记为hm。
单位切削力计算公式:
kc=kc1×hm-mc (6)
式中:
kc1 - 表示切除1平方毫米(0.0016平方英寸)面积且厚度为1毫米(0.04英寸)切屑所需的单位切削力mc - 切屑厚度系数,反映实际切屑厚度相对于1平方毫米(0.0016平方英寸)基准面积变化时kc对kc1的依赖关系。
kc1和mc是基于试验数据获得的被加工材料特性参数。通过对经验数据的分析,现已确定各类工程材料这些参数的平均参考值。在多数加工数据来源中,kc1对应的是前角γ=0°刀具的切削工况。若实际刀具前角与零度存在显著差异,可通过以下修正公式计算:
kc=kc1×hm-mc×(1-γ/100) (7)
在已知单位切削力和切削层横截面积A的情况下,即可简便计算出切向力。
示例 :使用90°铣刀加工横截面尺寸为4mm×9.5mm(0.16英寸×0.38英寸)的直角台阶,工件材料为退火高合金钢AISI H13(DIN标准W.-Nr.1.2344)。铣刀前角为10°,在保持0.1mm平均切屑厚度(0.004英寸切屑载荷)条件下,求切向切削力。
根据ISCAR铣削产品目录"材料与牌号"章节,该加工材料属材料组别特性为:
kc1 =2450 N/mm2 (355 ksi) ,mc=0.23
按公式(7)计算实际切削力:
kc=2450×0.1-0.23× (1-0.1) = 3745 N/mm2
(换算值:543166psi≈543ksi)
切向切削力计算:
公制:Ft'=3745×4×9.5=142310N=142.3kN
英制:Ft''=543166×0.16×0.38=33024lbf≈33klbf
三、切削功率:能量消耗的精准把控
通过切向力计算切削功率P及机床主驱动所需功率:
基本公式:
P=Ft×vf=A×kc×vf (9)
当a、b分别表示切削层截面A的深度和宽度时,那么考虑以下单位转换:
公制单位系
P=(a×b×kc×vf) / (6×107)kW (10a)
美制单位系
P=(a×b×kc×vf) / (12×33000)=(a×b×kc×vf)/396000 hp (10b)
(单位:a/b-in,kc-psi,vf-ipm)
当kc采用ksi单位时,换算系数分母缩小1000倍:
P=(a×b×kc×vf) / (12×33) =(a×b×kc×vf)/396 hp (10c)
示 例 :沿用前例参数,计算当使用4刃、直径16mm(0.625英寸)铣刀,切削速度120m/min(394sfm),每齿进给量0.1mm/齿(0.004ipt)时的切削功率消耗。
主轴转速计算:
公制:n'=(1000×vc)/(π×d)
英制:n''=(12×vc)/(π×d)
得:
n'=(1000×120)/(π×16)=2387rpm
n''=(12×394)/(π×0.625)=2408rpm
进给速度计算:
vf=fz×z×n
vf'=0.1×4×2387=954.8mm/min
vf''=0.004×4×2408=38.53ipm
根据公式(10a)和(10c):
公制:
P'=(142310×954.8)/(6×10^7)=2.26kW
英制:
P''=(0.16×0.38×543×38.53)/396=3.21hp
计算机化为金属切削的精确工程计算开辟了新前景。先进软件能实现复杂的经验模型,将计算水平提升至全新高度。ISCAR的"加工功率计算器"可估算加工过程中的功率消耗、切削力、弯曲力矩、载荷时间变化等关键参数,并绘制相关曲线图表。该计算工具提供PC端和移动端应用程序。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

