



五轴加工中心多工位夹具的设计
2026-6-8 来源:南通开放大学 机电工程学院 作者: 钱海燕
摘 要:针对转向器阀体零件的加工,设计了一种可实现多工位加工的五轴加工中心多工位夹具,能够用于铣槽、钻斜孔等。 介绍了这一夹具的结构、装配与使用。 经过实际生产验证,应用这一夹具,转向器阀体零件可以实现快速稳定安装,保证转向器阀体零件锁紧槽与系列孔之间的相互位置度要求,并且提高尺寸精度和生产效率。
关键词:加工中心 夹具 设计
1 、设计背景
随着现代制造技术的发展,夹具广泛应用于切削加工。 设计合理的夹具,是提高数控加工效率的重要途经。
阀体是动力转向器中的一个主要零件,其加工一直是工艺攻关的重点。 以往的加工基本上是一台机床完成一个工序,并配备一套专用夹具。 对阀体的加工工艺进行改进,针对五轴加工中心加工原本需要几个
工序完成的内容,设计了五轴加工中心多工位夹具,完成铣锁紧槽、钻斜孔等工序,由此提高产品质量和生产效率。
2 、艺难点分析
阀体零件如图 1 所示,有进油孔、出油孔、斜孔、锁紧槽、孔口平面等多个工序内容需要加工。 这些孔与平面因相互之间存在不同的角度位置关系,加工时需要多次旋转阀体零件。 各孔与各平面的尺寸精度、位置精度、表面粗糙度要求都较高,加工难度大。 由于工序内容较多,加工的刀具尺寸和规格也较多,因此需要频繁换刀。
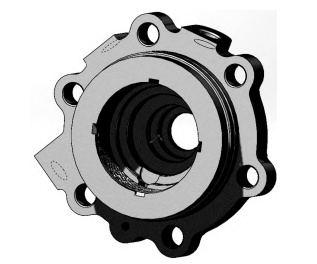
图 1 阀体零件
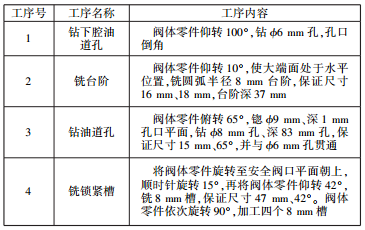
阀体零件的毛坯为铸件,毛坯在机床上加工。 为完成铣锁紧槽、钻进出油孔、钻斜孔等工序的加工,制
订了主要加工工序,见表 1。
由加工工序可以看出,阀体零件的加工内容集中在四个工序,而且每个工序的加工内容较多。 由于零
件结构的特殊性,平面与孔、孔与孔之间存在不同的角度关系,加工时阀体零件需要旋转多次,每一个工序中还要更换多把刀具。 因此,加工机床选择五轴加工中心比较合适,依靠机床的精度来保证阀体零件位置度
要求,通过自动换刀提高生产效率。
表 1 主要加工工序
3 、夹具设计
3. 1 设计要求
以往加工均采用一台机床一个工序一套夹具,阀体零件钻斜孔、铣槽的位置存在不同的角度,换工序时需要频繁更换夹具,累积的定位误差大,工装制造成本高。 阀体铣锁紧槽、钻斜孔等需分为多个工序加工,不仅生产效率低,加工周期长,而且加工出的孔、槽的位置尺寸有误差。
从工艺分析看,加工时需要设计适合五轴加工中心的多工位夹具,以便保证阀体零件的加工精度。 提出多工位使用功能的要求,可以缩短阀体零件的加工周期,保证孔与槽的位置公差,达到提高生产效率,降
低夹具制造成本的目的,以实现安全操作、方便快捷的加工。
3. 2 定位装置
阀体零件在夹具中正确定位应具备两方面基本条件,第一,在阀体零件上选择正确的定位基准,第二,选择合适的定位元件。
对于阀体零件上的定位基准,根据以往的加工工艺,选择已加工好的端面和两个孔,以一面两销实现完全定位。 阀体零件定位基准如图 2 所示。
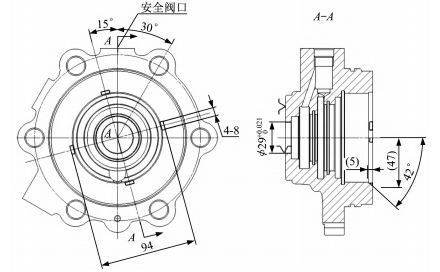
图 2 阀体零件定位基准
定位装置的结构如图 3 所示,定位元件包括定位盘、削边定位销、定位芯轴。 阀体零价已加工的端面为定位基准面,以定位盘的右端面定位。 阀体零价以已加工的 ϕ29 mm 孔定位在芯轴的定位外圆上,阀体零价上已加工出的另一个小孔放置削边定位销,削边定位销可以消除重复限制的自由度。
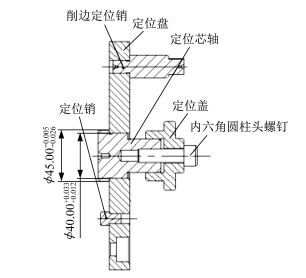
图 3 定位装置结构
在夹具体的定位盘中心处垂直压装定位芯轴,压装使用过盈配合,如 ϕ40 mm 处,以保证阀体零件的可靠定位。 定位芯轴左边 ϕ45 mm 外圆和定位销用于夹具与五轴加工中心五轴数控分度头的定位连接。
3. 3 夹紧机构
夹紧机构的设计以夹紧可靠,提高生产效率,方便操作为目标要求,采用快速夹紧装置。 定位盖为带有内螺纹的腔体结构,内腔套接并抵接定位芯轴,内螺纹配合连接内六角圆柱头螺钉。 内六角圆柱头螺钉穿过定位盖,旋紧在定位芯轴上,通过定位盖左端面均匀受力,压住阀体零件。
为了防止内六角圆柱头螺钉长期使用出现过量磨损,在螺钉和定位盖之间设计耐磨环。
3. 4 夹具体
夹具上各种装置和元件通过夹具体连接成一个整体,夹具体的形状及尺寸取决于夹具上各种装置的布置及夹具与机床的连接。 设计中,定位盘起到连接定位装置、夹紧机构等的作用。 定位盘自身具有定位作
用,所以定位盘就是夹具体,使夹具整体结构更紧凑。定位盘材料选用 40Cr 优质合金钢,通过热处理提高表面硬度及耐磨性,淬火后的硬度要求为洛氏硬度(HRC)42 ~ 45。 定位盘作为夹具体,应具有足够的强度、刚度,并且具有良好的结构工艺性,排屑方便,能在机床上稳定可靠安装。 同时,定位盘还要具有较高的尺寸精度、位置精度、尺寸稳定性。
4 、夹具装配与使用
夹具装配时,定位盘中心处设计沉孔,定位芯轴由左向右敲入沉孔内。 在定位盘径向对称开设一对安装孔,定位销由左向右敲入对应安装孔,削边定位销由右向左敲入对应安装孔。
将夹具整体安装到五轴加工中心五轴数控分度头上,定位盘和五轴数控分度头通过定位芯轴与定位销定位。 定位芯轴 ϕ45 mm 外圆与五轴数控分度头中心定位孔配合连接,定位销插入五轴数控分度头定位槽内,保证夹具与五轴数控分度头的相对位置,实现夹具在机床上可靠定位。 为保证定位盘在五轴数控分度头上的安装强度,选用 T 型槽快卸螺栓作为锁紧件,四个T 型槽快卸螺栓圆周阵列布置于定位盘边部。
夹具的安装使用如图 4 所示。 将预加工好的阀体按照定位芯轴和削边定位销的位置安装于定位盘上,随后使用定位盖固定,配合内六角圆柱头螺钉锁紧阀体零件。 此时阀体零件可稳定跟随五轴数控分度头进
行位置变动,自动调整角度,配合机床上的铣刀、钻头等,对阀体零件进行铣槽、钻斜孔等操作。 能同时进行多种工序的加工,降低工装更换频率,提高工作效率。
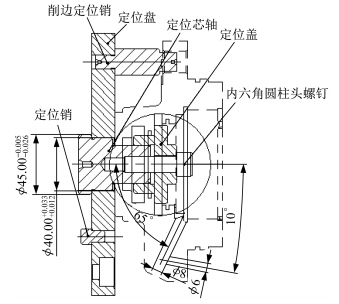
图 4 夹具安装使用
5 、结束语
五轴加工中心多工位夹具经过生产实践应用,表明阀体零件可以实现快速稳定安装,保证加工的阀体零件槽、孔相互位置要求,大大提高阀体零件铣槽、钻斜孔的尺寸精度,降低阀体零件的报废率。 通过应用
夹具,降低工装的更换频率。 原来每个阀体零件加工铣槽、钻斜孔等工序需要四套工装,阀体零件需要装夹四次,现在只要一套夹具就解决了几个工序的加工问题,由此大大提高生产效率,降低生产成本。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

