【摘要】本文以Dynaform软件为工具,针对汽车类覆盖件前门外板冲压成形进行模拟分析,系统的对前门外板成形过程进行了模拟,并对此类覆盖件的成形加工有很好的参考作用。
1 引言
近年来,随着汽车行业的快速发展,汽车模具技术作为汽车发展的重要手段也在日益增强,而汽车覆盖件作为汽车制件最重要的组成部件之一,一般是通
过大型模具采用冲压工艺加工制造而成。车身覆盖件要求表面平滑,不允许有皱纹、划伤、拉毛等表面缺陷,要求具有足够的刚性和尺寸稳定性。这些不仅与
加工过程中的力学问题相关,也与加工过程中的其它问题相关,而成形过程中的力学问题非常复杂,只有采用数值技术才能使问题得到简化。通过采用Dynaform软件对汽车覆盖件进行模拟
优化,以得到在设计过程中更合理的设计方法和工艺参数,从而验证此类模具设计的合理性,并且对冲压
工艺进行优化,可以缩短汽车覆盖件模具开发周期,降低成本,提高市场竞争力[1]。
2 前门外板工艺分析及方案制定
2.1 前门外板特点
汽车前门外板是一种典型的汽车覆盖件,而与一般冲压件相比,覆盖件具有材料薄、形状复杂、结构尺寸大和表面质量要求高等特点[2]。覆盖件的工艺设
计、冲模结构设计和冲模制造工艺都具有特殊性。因此,在实践中常把覆盖件从一般冲压件中分离出来,作为一种特殊的类别加以研究和分析。汽车覆盖件具有外形尺寸较大,材料比较薄,型面起伏复杂,尺寸
精度与表面质量要求较高,在拉伸成形过程中容易出现拉伸不足、拉裂、起皱现象。传统的生产方式“设计——试制——发现问题——再设计——再试制——
再发现问题”浪费时间成本,CAE技术在设计的过程中发现和解决问题,提高设计生产的效率,有效缩短模具设计及生产周期[1]。
2.2 制件介绍
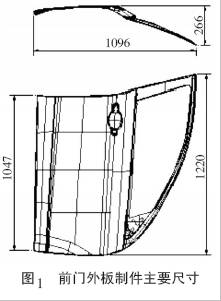
前门外板制件主要尺寸如图1所示,此类制件特点是一种平坦浅拉伸件,外观表面质量要求高,因此对变形材料要充分成形,才能制出符合质量要求
的制件,而且在变形过程中必须充分,才能保证很高的贴模度,从而避免了在制件表面上产生的鼓包和皱折。并且前门外板要求一定的刚度能够适当承载以及防止汽车行驶时
的振动破坏,对制件的质量有一定的要求。
2.3 工艺分析
在汽车前门外板成形工艺中拉伸成形是主要的工序,拉伸成形是利用模具把板料拉成制件所需形状的冲压工艺[2]。拉伸工艺可加工形状较为复杂的
制件,用拉伸方法来制造汽车的覆盖件形状,生产效率高,制件的强度和刚度高,而且制件的精度也较高,是其他冲压工艺所不能取代的。为了实现拉伸,
必须慎重确定拉伸的方向,同时还得考虑工艺补充面以保证拉伸的深度基本一致,而材料又能够顺利地流入模具,并且能够充分的压料,以满足之后一系
列的工艺要求。因此,覆盖件拉伸成形的工艺参数将直接影响拉伸的工艺性和之后的工艺。由制件图和外板的实际要求,知道制件加工所需要的工序有
拉伸、翻边、冲孔、侧翻边、侧冲孔。本制件主要工序
如图2所示。图3中A、B、C处的工艺分析如下:A处:装饰线的边缘部分容易发生局部凸起缺陷冲压件的表面不平。B处:制件表面不平以及翻边高度不均。
C处:在成形过程中,扣手处材料的变形是处于胀形状态,外界材料的补充不充分,制件表面易裂。
2.4 工艺方案的确定
冲压工艺方案的制定应以消除和防止冲压缺陷产生为目标,同时考虑工装制造能力、生产水平、工装制造周期、投资成本、生产设备及冲压生产的场地条
件等确定车门外板的工序,车门外板冲压工艺流程:拉伸—修边、冲孔—翻边、冲孔—侧翻边、侧冲孔。
3 Dynamform模拟分析
3.1 建立有限元模型
导入模型→网格划分→建立有限元模型→定义边界条件→分析计算→得到模拟结果。如图4为前门外板的模具与坯料的有限元模型。
3.2 模拟条件及各参数对成形过程的影响
本次模拟应用计算机软件、Dynamform5.6对前门外板进行模拟,成形条件为:坯料大小:1,430×1,300mm,厚度:0.75mm,材料:DC04。成形条件:单动,成形速
度:5,000mm/s,静摩擦系数为0.125,行程为42.7mm等。并通过对工艺补充面、压边力、拉伸筋、坯料形状的调整得到以下一系列成形极限图分别作为说明。
通过软件自动补充形成工艺补充面,本工艺采用增加工艺补充面作为压料面。调整拉伸筋成形条件:坯料1,430×1,300mm,单动,成形速度为5,000mm/s,静摩擦系数为0.125,压边
力80t,行程42.7mm。图5 通过增加普通的拉伸筋,在离模腔轮廓25mm 处设置一圈等效的拉伸筋作用线拉伸筋力:300MPa,拉伸不足现象明显改善,但是由于模具轮廓
不同位置的形状差异,使得各处成形流动阻力也有较大的差异,此制件的特点是形状较复杂,在门窗底部圆角处以及工艺补充部分易破。为了提高直边部分
和大圆弧部分的拉伸阻力,使变形更加均匀,在多次的模拟下得到10段不同阻力的拉伸筋。从1段开始分别以60%、60%、50%、100%、100%、40%、40%、
100%、10%、40%拉伸筋力300MPa 分配,如图6 所示。图7通过设置分段拉伸筋并考虑到等效的拉伸筋作用力对进料阻力的平衡后,毛坯边界的拉入量趋于
均匀,拉伸不足和拉裂现象基本消失。
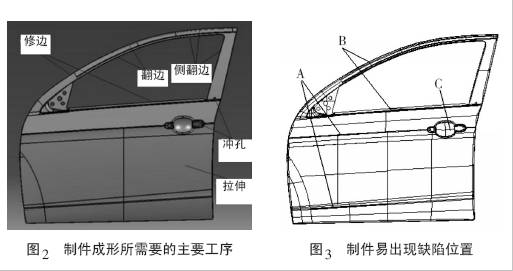
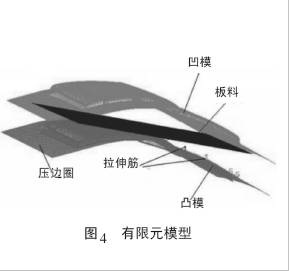
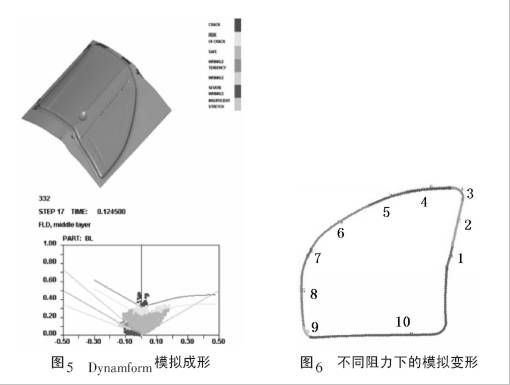

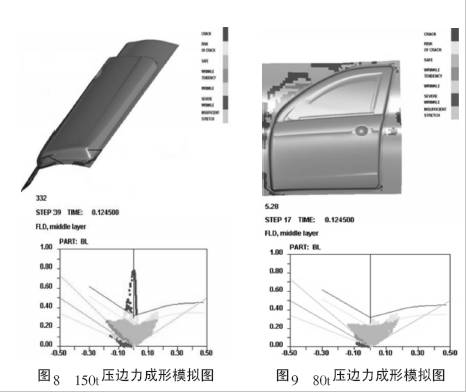
图8中成形条件为坯料1,430×1,300mm,单动,成形速度为5,000mm/s,静摩擦系数为0.125,压边力150t,行程42.7mm,拉伸筋分段
设置。这种条件下从图8中可以看出板料的破裂较为严重,一些区域还存在破裂的趋势。图9为压边力为80t的情况,其他条件不变,由于压边力降低到一定水平,制件变形较
为充分且没有破裂和起皱,缺陷就可以得到很好的改善。调整坯料形状成形条件为单动,成形速度为5,000mm/s,静摩擦系数为0.125,压边力80t,拉伸力320t,行程42.7mm,拉伸筋分段设
置。图9是模拟的结果,得到制件缺陷明显改善,而且是以上所有优化后的条件下得到的极限图,适合工厂的生产情况。
4 结束语
数值模拟技术在覆盖件模具的研发方面可以大大减少模具制造过程中的试模次数,大大缩短制件设计周期,降低生产成本。本次模拟通过改变工艺补充、压边力、拉伸筋、坯
料形状等条件对模拟结果的影响,以及模拟中出现的相关问题及处理问题的分析方法等做出了详细的分析,解决了制件的拉伸不足,起皱和破裂的情况。最后给出了关于此制件的一个良好的模拟方案。本次
的模拟结果,除了对改进前门外板的冲压工艺与模具设计具有指导意义外,对于类似的汽车内外覆盖件的冲压成形工艺的改进亦有参考价值。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>浅谈如何实现直线筛滚动振动
- target=_blank>汽车零部件粉末冶金模具制造的高效率电火花加工解决方案
- target=_blank>高速铁路隧道气动效应研究及工程实践 填补高速铁路隧道气动效应研究领域空白
- target=_blank>工程机械中大型薄壁焊接件加工方法的探讨
- target=_blank>基于 LPC11C22 微控制器的温度检测节点设计

- target=_blank>蒋文德:2013新年献辞
- target=_blank>伊斯卡IQ系列产品发布会成功召开
- target=_blank>林国富:抢抓机遇 江苏扬力实现由大到强转变
- target=_blank>纺机行业自动化盛会齐聚台达
- target=_blank>阿奇夏米尔:细分市场下更具专业优势
- target=_blank>曲道奎:机器人将成为下一个PC产业
- target=_blank>埃马克:深耕中国市场加快本土化进程
- target=_blank>山高刀具2012秋季新闻发布会在襄阳举行
- target=_blank>德国布里斯:为什么我们的丝杠卖的贵?
- target=_blank>宓仲业:企业发展要靠创新突破