
公司从2003年开始制作YG系列的硬质合金模具,工作中经过实践验证和反复的试验对比,对硬质合金部件的结构和加工的方法进行了不断改进。在生产中使用稳定,给公司创造了可观的经济效益。
1. 硬质合金模具结构
由于硬质合金的特殊性,其价格居高不下,为了降低模具成本,制作过程中常把它用在最关键的部位——采用镶嵌硬质合金部件的模具结构。对于镶嵌环形、块状硬质合金套的模具,结构简单,加工方法简便,目前已在成型、拉伸等工序的模具中广泛使用。
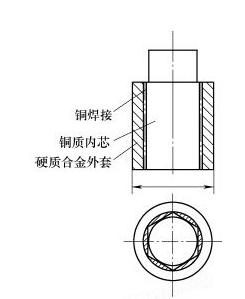
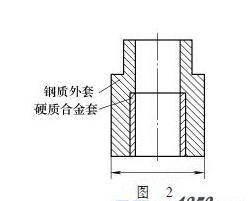
采用硬质合金外圆周面作为工作面(见图1、图3);采用硬质合金内圆周面作为工作面(见图2、图4)。
2. 硬质合金模具
镶套的装配和固定硬质合金模具镶套传统采用熔铜焊接和热装。根据与硬质合金配合的钢质材料,选取合理的过盈量,把装配结合面进行各自的粗加工。硬质合金属于粉末冶金材料,其抗压强度较大,而抗拉强度较小。
(1)镶嵌硬质合金外套,多采用铜焊接(见图1),使用脱水硼砂,硬质合金外套粗加工内孔,钢质材料内芯外圆周接合面加工成多边形。使硬质合金内孔和钢质内芯采用内结多边形的结构,使其配合后既能保证定位精度又能使熔铜顺利流入多边形的空隙,牢固地结合为一体。
如果采用过盈配合,则用小过盈配合,防止撑裂。
注意:铜焊接后及时保温,放入烘箱或埋入保温性较好的材料, 缓慢降至室温,时效去除内部应力。
(2)镶嵌硬质合金内套,为防止使用过程中配合松动,采用过盈配合,加热钢质外套压入硬质合金内套(见图2)。但是要严格控制过盈适量,防止过大撑裂钢质外套。
注意:热装后同焊接后一样,及时保温,放入烘箱或埋入保温性较好的材料,缓慢降至室温,时效去内部应力。
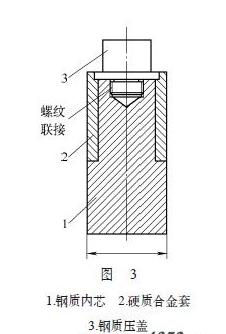
(3)采用物理冷挤压固定的方法(见图3、图4)。制作过程中钢质材料和硬质合金套小过盈量并采用细螺纹挤压固定,螺纹联接处加涂锁固厌氧胶。
图1、图2两种方式为传统结构的装配方式,结构简单,制作成本较低。缺点是,无论是热装还是铜焊接,或多或少都会使构架材料及YG8材料的组织发生不利的变化;使用过程中容易发生镶套撑裂、脱落的情况。
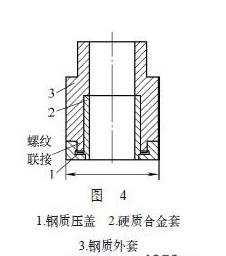
图3、图4为近年来采用越来越的装配方式,避免了高温对模具材料的影响,保证了模具在使用过程中的稳定性。缺点是制作过程较复杂,加工工艺要求较高。
3. 硬质合金模具的磨削
磨削硬质合金的刀具是金刚石砂轮,以往采用树脂结合剂的金刚石砂轮,近几年随着超硬材料的发展,陶瓷结合剂金刚石砂轮出现并迅速推广使用,承担了磨削硬质合金的主要任务。陶瓷结合剂金刚石砂轮的优点是使用寿命长,加工过程磨损量很小,基本不用考虑砂轮损耗的补偿。目前我公司主要使用“北京安泰”和“郑州研创”品牌的陶瓷结合剂金刚石砂轮。
(1)磨削砂轮选择:粗磨主要考虑加工效率,金刚石砂轮的粒度可以选择140#~170#;精磨,要考虑加工的尺寸公差和形位公差,金刚石砂轮的粒度可以选择170#~200#;抛光,主要考虑表面的粗糙度,金刚石砂轮的粒度可以选择270#~325#,表面要求再高的可以选择W32~W40粒度的金刚石砂轮,自制抛光研磨膏。市面出售的金刚石研磨膏如果不能满足生产使用,也可以自行配制,用机油、腊、凡士林、硬质酸及金刚石微粉等原料,按照一定比例配置而成。
(2)磨削:选择合适尺寸的金刚石砂轮,如果没有合适尺寸的,可自制非标准砂轮。根据使用要求,在市面选购相近的型号再加工成需要的尺寸。根据磨床装夹需要,加工出合格的砂轮固定轴,再用磷酸和氧化铜混合均匀后作为粘结剂,均匀涂在基体和砂轮的接合面。粘结完成,静止放置一段时间,凝固后用火缓慢加热接合面部位,使其粘结均匀牢固。自然冷却,再放置24h即可使用。
(3)切削液的选择:磨削硬质合金的切削液可选用市售的专用乳化液,我公司经过几年的实践验证,也可以采用亚硝酸钠溶液。使用亚硝酸钠溶液,用市售的亚硝酸钠溶解入自来水,兑成亚硝酸钠溶液,成本不到0.2元/kg;市面销售的专用乳化液售价4~5元/kg左右。使用亚硝酸钠溶液的缺点是,工件表面容易残留碱白的痕迹,去除方法是磨削完后及时清洗擦干工件表面;使用专用乳化液的缺点是,磨削过程会产生大量泡沫,磨削过程观察困难。
(4)防锈处理方法:硬质合金零件磨削完毕,及时用绒布擦干,吹风烘干效果更好,否则长时间存放容易生锈。硬质合金生锈后,不容易去除,虽有市售的硬质合金清洗剂,但是效果不好,锈迹不能完全去掉。去掉的方法有两个:①磨完后及时擦干。②锈点用研磨或抛光进行处理。因此工件完成后,短时间不投入使用要真空密封或涂油防锈。
4. 硬质合金模具的车削
硬质合金因为硬度高,以往只能采取磨削加工。随着我公司超硬材料的研究和发展,于2011年成功开发了金刚石聚晶复合片项目,其中刀具类的金刚石聚晶复合片刀头的研制成功,解决了YG类硬质合金不能被车削的难题。
(1)聚晶复合片车刀头的制作,焊接刀头采取银合金焊接,尽量不用铜焊接。因为铜的熔点较高,焊接过程中很容易使复合片中的金刚石氧化,而银合金焊接的熔点较低,焊接过程短。在银合金焊接全过程中要把握焊接的温度和时间,温度太高容易使金刚石氧化,温度太低则造成焊接介质熔化不充分,焊接不牢固。
(2)硬质合金车削和磨削相比的特点:①车削加工效率高、经济效益好。去除相同体积的金属时,车削往往可以采用较大的切削深度和较高的转速,而磨削则只能采用小进给量,否则容易产生磨削烧伤,磨削的加工进给量每次一般控制在0.02~0.05mm,而车削的进给量每次可达到0.3mm以上,能耗仅为磨削的1/5。②车削可以倒角、加工内外螺纹、退刀槽等形状,磨削只能加工光滑表面,不能直接加工复杂形状。车削一次装夹可完成多表面的加工,磨削则不能。③车削所用的刀具,基本可不使用切削液,是一种洁净的加工工艺。磨削必须采用切削液。④车刀的成本较低,磨削必须选用昂贵的金刚石砂轮。⑤磨削的优点是,可以加工出镜面,车削的表面粗糙度稍差,操作不熟练易出现崩裂现象。
在实际的加工过程中,根据不同的需要采用车削、磨削相结合的方式。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
- target=_blank>SUS316L不锈钢的埋弧焊工艺
- target=_blank>中望CAD+SPD 开创船舶研发设计新模式
- target=_blank>助力机械手在汽车总装线上的应用
- target=_blank>排气管法兰面加工平面度分析
- target=_blank>耐高温机械密封装置在排气辅助制动系统中的应用

- target=_blank>何敏佳:未来机器人将成为超越数控系统的新增长点
- target=_blank>切削刀具表面处理新技术介绍
- target=_blank>刀具中存在的稀有金属介绍
- target=_blank>磨削加工中如何进行冷却液导流装置
- target=_blank>数控编程软件五轴机床叶轮加工技术解决方案
- target=_blank>数控车床四爪单动卡盘上加工步骤
- target=_blank>传动进口轴承延伸寿命的方法
- target=_blank>切削液产品的需求日益增加
- target=_blank>正确选用刀具实现高效率加工
- target=_blank>杨著俊:庆鸿希望做百年企业

