



摘要: 一台四轴加工中心在加工过程中出现机床震动故障,检查机床机械部件,确定 Y 轴轴承磨损,更换轴承,机床正常。由于机床更换轴承导致机床的原点、定位精度丢失,为了恢复机床精度,用激光干涉仪检测和补偿机床 Y 轴定位精度,从而恢复机床精度。
关键词: 故障; 激光干涉仪; 检测; 补偿
某单位 的 1 台 精 密 四 轴 加 工 中 心 是 1 台 配 备FANUC 0i MD 数控系统的国产精密型四轴四联动的数控机床,可以同时控制 X、Y、Z、A 4 个伺服控制轴和 1 个主轴。设备运行时发出刺耳的震动声,导致机床无法正常运行。
由于机床运行时出现震动,通过对设备情况了解,发现两周前机床就开始出现震动,并且声音越来越大,初步判断是机床机械部分故障导致。
1 、故障处理
分别检查机床各轴机械部件运行情况,发现 Y轴移动时震动声音明显。检测 Y 轴传动部件,发现 Y轴的角接触轴承磨损,找到故障发生的具体原因,处理机床故障。
根据轴承型号购买更换轴承,重新装配轴承,连接 Y 轴伺服电机,机床能正常运行。但是,由于更换了 Y 轴轴承,机床 Y 轴传动部件重新装配,导致机床Y 轴的原点、定位精度丢失,为了恢复机床精度,需重新校准机床 Y 轴精度。而对于机床定位精度的校准,目前使用激光干涉仪是最好的方法。因此文中使用激光干涉仪对机床 Y 轴精度进行检测并补偿,恢复机床精度。
2、精度恢复
2. 1 Y 轴原点恢复
由于机床 Y 轴传动部件重新装配、导致 Y 轴原点变化,需重新设置 Y 轴原点,具体步骤如下:
( 1) 设定参数 1815#4,Y 轴 = 0,绝对脉冲编码器原点位置;
( 2) 设定参数 1006#5,Y 轴 = 0,返回参考点的方向为正方向;
( 3) 关机重启机床;
( 4) 手动移动机床 Y 轴,使伺服电机转动 1 转以上的距离;
( 5) 关机重启机床;
( 6) 选 择 手 轮 方 式 移 动 机 床 Y 轴 到 新 的 原 点位置;
( 7) 选择机床在 MDI 方式,设定参数 1815 #4,Y 轴 = 1。
2. 2 定位精度检测
机床 Y 轴建立原点正确,然后对机床 Y 轴定位精度进 行 检 测 补 偿,恢 复 Y 轴 定 位 精 度,具 体 步 骤如下:
( 1) 安装激光干涉仪
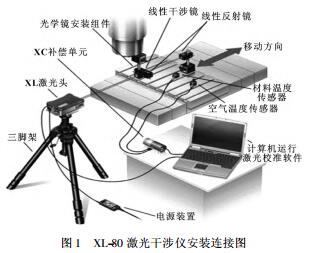
激光干涉仪检测设备采用的是 Rienshaw 公司生产的 XL-80 激光头、线性测量反射镜、线性干涉镜和波长补偿单元及相应的测试软件。具体安装连接图如图 1 所示。①安装激光头。将 XL-80 激光头水平安装在三角架上,连接电源,打开激光头预热 5 min,使激光稳定; ②安装 XC 补偿单元。将材料温度传感器、空气温度传感器与 XC 补偿单元连接。③安装测量镜组。将线性反射镜、线性干涉镜安装在机床主轴和工作台上,并对准激光。调整 XL-80 激光头和反射镜的位置,以使光束穿过干涉镜,并由反射镜反射回来。移动激光头、干涉镜和反射镜,使测量光束和参考光束在光靶的中间位置重叠。沿 Y 轴在坐标行程范围内移动,确保两束光保持重叠。④运行线性测试软件。将激光头和 XC 补偿单元和电脑连接,然后打开线性测试软件。
( 2) 检测数据的设置
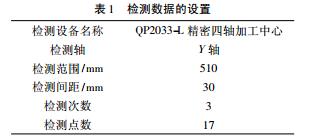
在进行检测之前,需要进行系统参数的设置,主要确定检测轴的移动范围、检测间隔、检测次数、检测点数,具体设置数据如表 1 所示。
除了设置检测数据外,为了获得更好的补偿精度,应将机床的螺距误差补偿值和反向间隙设置为0。进入 FANUC 0i MD 数控系统的系统参数界面,具体方法如下: ①将系统处于 “MDI”模式; ②打开设定 ( SETTING) 画面,设定 “写参数”为 1; ③设定参数 8135#0 = 0,确定螺距补偿功能已打开; ④3620补偿参考点 Y 轴 = 218; ⑤3621 负向最小点补偿号,Y 轴 = 200; ⑥3622 正向最大点补偿号,Y 轴 = 219;⑦3623 补偿倍率,Y 轴 = 1; ⑧3624 补偿间隔,Y 轴= 30 000; ⑨打开螺距误差补偿表,把 200—218 范
围的数据清零; ⑩1851 反向间隙,Y 轴 = 0; 瑏瑡重启机床。
( 3) 编写检测程序
根据表 1 的数据编写机床检测程序,程序如下:
O1001; ( 主程序)
N10 M98 P1 L3; / /调用子程序一,检测 3 次
N20 M30;
O0001; ( 子程序一)
N10 G90 G01 F2000;
N20 Y5. 0;
N30 G4 X2. 0;
N40 Y0;
N50 G4 X4. 0;
N60 M98 P2 L17; / /调用子程序二
N70 Y-5. 0;
N80 G4 X2. 0;
N90 Y5. 0;
N100 G4 X4. 0
N110 M98 P3 L17; / /调用子程序三
N120 M99;
O0002; ( 子程序二)
N10 G91 Y-30. 0;
N20 G4 X4. 0;
N30 M99;
O0003; ( 子程三)
N10 G91 Y30. 0;
N20 G4 X4. 0;
N30 M99;
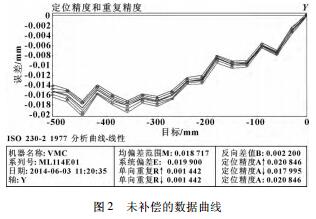
( 4) 数据采集
将机床 Y 轴运行到原点→运行 Renishaw Laser XL线性测量软件 ( 软件设置值与表 1 对应) →运行测试程序→进行数据采集,采集的数据曲线如图 2 所示。可知: 机床的定位精度为 0. 020 846 mm,误差比较大。
2. 3 定位精度补偿
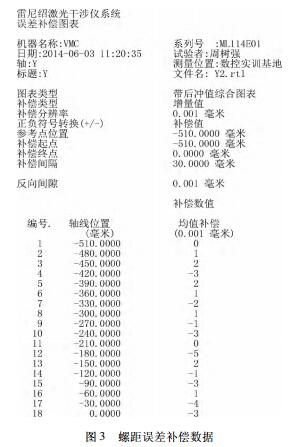
对采集的数据进行分析,设置补偿类型为增量值,符号转换为补偿值,用软件计算出螺距误差补偿数据,如图 3 所示。
根据图 3 的螺距补偿数据补偿机床误差,具体步骤如下:
( 1) 反向间隙补偿。由图 3 可知 Y 轴的反向间隙为 0. 001 mm。设置反向间隙补偿参数 1 851,Y 轴的为 1;
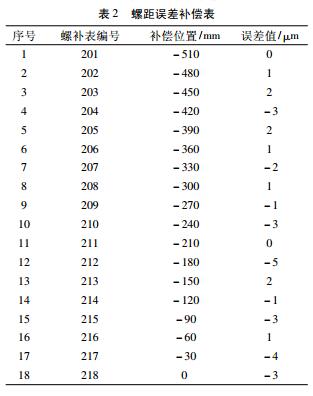
( 2) 螺距误差补偿。打开系统螺距误差补偿表,输入图 3 的补偿数值,具体数据如表 2 所示。
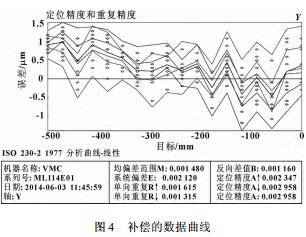
2. 4 定位精度校验
机床 Y 轴补偿后,再次运行测试程序,测量机床
的定位精度,采集数据如图 4 所示。可以看出: 机床
Y 轴的定位精度为 0. 002 958 mm,精度已经恢复。
3 、结束语
在数控机床维修过程中,机床机械故障排除、功能恢复后,注意机床各项精度的恢复,以保证机床的工作精度。激光干涉仪具有测量精度高、数据稳定、操作简单等优点,特别适合数控机床的定位精度检测与补偿。通过激光干涉仪对机床 Y 轴定位精度和反向间隙进行补偿,有效恢复了数控机床的定位精度。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

