



数控机床液压夹具安全互锁性能改进
2018-6-6 来源: 第一拖拉机股份有限公司第四装配厂 作者: 李 磊 尹文晶
摘要: 针对机加车间前期出现的设备运行事故,分析原因,将液压夹具控制并入机床程序,实现机床加工安全互锁。
关键词: 加工中心; 液压夹具; PLC; 系统; 安全
1、 问题提出
某机加车间新配置一台立式加工中心( 型号为MAR - 560V,北一大隈机床有限公司) 配套加工某差速器壳体。差速器壳体结构较为复杂,工艺部门单独设计一套液压夹具与机床配套使用。但是机床和夹具是两个相互独立的系统,并且液压夹具的操作也是通过人员手动控制,即使液压夹具在没有夹紧工件的状况下,机床仍能执行加工程序,极易发生设备事故,车间也就真的因此发生过撞刀事故。
2、 问题分析
通过对液压夹具的控制部分进行检查分析,发现液压夹具只能执行独立的夹紧和放松操作,在工件加工时,液压夹具无法通过工件加工程序中的指令与加工中心进行联机工作。并且液压夹具系统中的 PLC梯形图设计时也存在问题,压力检测开关信号不到位,PLC 输入端的地址接反。
3 、问题解决及总结
通过分析,不能进行联机自动工作的原因可能是液压夹具控制系统或者机床与夹具联机的接口部分存在问题。多次与北一大隈机床厂、制作液压夹具控制系统的厂家进行沟通咨询,确认了机床与夹具联机的接口部分可以满足使用要求,然后对夹具的 PLC 程序进行修改如图 1。
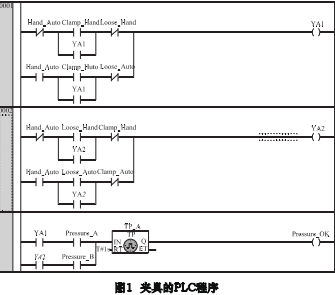
调整压力检测开关信号,并将检测开关设置改为常开点( 原程序是常闭点) ,独立运行液压系统的 PLC程序,运行正常。然后将此段程序嵌入到工件加工程序代码中,机床试运行,效果良好。
两个相互独立的系统并联后,无论在工艺上,还是设备加工上,都发生了一些变化,而最重要的是这次的改进切实提高了设备的运行安全。并且随着自动化水平的不断提升,液压夹具也越来越普遍,单一的加工中心需要更多的模块和单元来适应工艺的发展,此次改进成功的主要因素是机床本身自带与外接模块匹配的功能。现在不少的设备厂家都提出了机加工艺成套解决方案,以后零部件的加工也会向着商业化的模式进行发展,各位设备厂家都需严正以待。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

