



某五轴数控加工中心在线检测关键技术研究
2018-7-19 来源:转载 作者:曹著明,孙红梅,史海军
摘 要:众所周时,当今制造业正朝智能制造进行转型升级,智能制造过程中的自感知功能很大部分是通过在线检测来实现的。在制造过程中引入在线检测能大大提高零件的生产效率和精度。通过研究某五轴数控加工中心中的HEIDENHAIN ITNC530 数控系统,搭建了机床的探测功能;对该系统的 TCH PROBE411 探测循环的工作原理和执行过程进行了深入研究,进而实现在制造过程的自动对刀和加工原点精确修正功能,大大缩短了零件的加工辅助时间,降低劳动强度,提高加工效率。
关键词:智能制造;在线检测;探测循环;原理;效率
1 、在线检测技术
在线检测指的是在数控加工中心上安装触发式测头,测头在刀库中占据一个特殊的刀具号,测头工作时不需要主轴旋转;在进行检测工作时,换刀机械手将刀库里的测头安装至加工中心主轴上;然后按相应的检测程序进行检测,根据检测结果,进而判断加工精度,从而决定是否进一步加工工件。
在线检测技术把加工过程与检测过程高效地结合起来,在加工复杂空间曲面的产品时有明显的优势,它自由度大,避免了对工件多次装夹造成的误差,缩短制造周期,降低生产成本,同时能够对加工过程给予精确的指导,所以在气缸、叶片、整体叶轮以及螺旋桨等这类结构复杂且为空间曲面的零件加工上有重要的研究意义。
因此,基于数控加工中心的在线检测技术得到迅速的发展,越来越多的专家学者进行了深入研究。
在线检测相对于离线测量的优势主要表现在:工件的加工和测量都在机床上完成,节省了工件的拆卸和装夹时间,缩短产品生产周期;减少贵重的离线测量设备(如三坐标测量仪)的使用,节约生产成本;避免因将工件由机床转移至离线测量设备时产生的装夹误差,从而提高加工精度;加工检测一体化,能增强操作员信心,进而实现无人加工。
数控加工中心在线检测技术发展的趋势主要表现在智能化、人性化;开放式、网络化;技术标准化、规范化。在五轴数控加工中心采用探测功能,可以将工件的位置快速地确定下来,并设定好坐标系。
在检测工件尺寸的同时,还会根据测量的数据结果对刀偏量自动地修正。此外,在线自动检测技术可以设定夹具和旋转轴,而且在进行柔性加工中确认工件以及夹具。其主要功能包括:自动修正加工坐标系;能在数控加工程序中嵌入测量程序;减低夹具的消耗;实现良好的过程控制,提高安全性。
2 、五轴数控加工中心探测功能搭建
研究的是基于 DMU60MONOBLOCK 五轴数控加工中心中的 HEIDENHAINITNC530 数控系统,使用的是 HEIDENHAIN460三维触发式光电测头。搭建改系统的探测功能,首先要标定探头的长度和半径,然后对已加工零件进行尺寸检测、找正、标定以及对刀修正等。
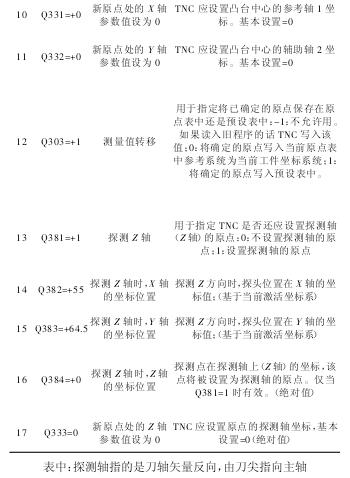
标定探头的长度和半径时,首先先在光电测头安装 3.6V 的电池;探头内的工作模式选择 3(自动模式);在数控系统刀具表中定义探头刀具时,应在 PLC 参数设置为:%00010000,代表该刀具为探头;同时应将 B 和 C 轴复位;启动探头功能指令 M27(机床快速移动速度降低)。标定探头长度时首先用 50mm 高的标准量块找正主轴端面与机床工作台之间的距离,使它们之间的距离刚好为 50mm,此时将机床该位置设为 Z0;然后安装上探头,在数控系统中手动/探测功能/标定 L/循环启动,则探头的探测量块上表面,则系统能直接显示探头的高度原理,如图1 所示。
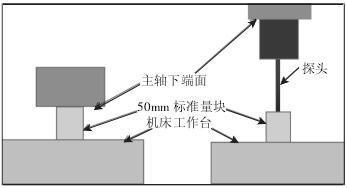
图 1 探头长度测量原理
如图 2(a)和 2(b)所示,由于探针的红宝石触头在检测触碰时,触头会受力,使得探针产生一定角度的倾斜,所以实际工作时的有效半径将不是触头的实际半径,因此需要测量出探头检测时的有效直径。检测时,首先安装标准环规 49.998mm,然后将探头在手轮模式下移动至环规的圆环内部,红宝石触头的位置要求是在环规上表面以下;然后在手动模式下启动探测功能,先输入环规 R 值 2,按循环启动,探头则能分别朝+X/-X/+Y/-Y 四个方向进行检测;检测完后,选择软件/旋转 180,探头则再次朝+X/-X/+Y/-Y 四个方向进行检测,然后系统自动计算出有效半径 R 值。如图 2(c)所示,探头初始位置是在 O 点,移动过程是依次点 o→点1→点 o→点 2→点 o→点 3→-点 o→点 4-→点 o。
由此可测量出a\b\c\d 四个直线的距离,由此可以构建 R 探(探头有效半径)的计算模型,如式(1)~式(6)所示。
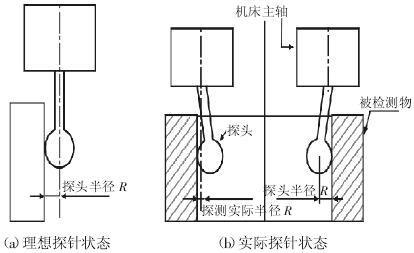
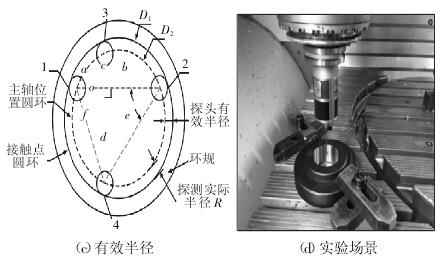
图 2 标定探头半径 R

3 、探测功能及应用研究
3.1 探测功能
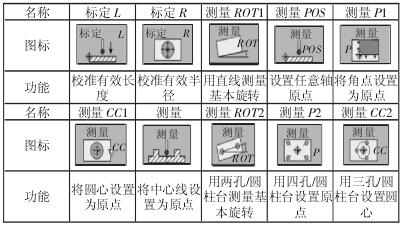
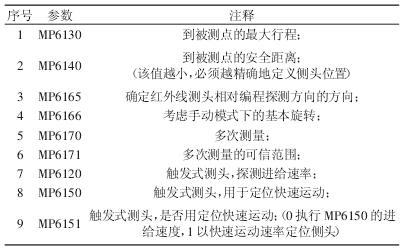
HEIDENHAIN ITNC530 数控系统中的探测功能,如表 1 所示。共 10 项,能实现多种模式的测量和标定,大大提高零件的测量和加工效率。在移动探头时应在手轮模式下,以保证安全;在输入检测值时,应先选择设为原点,键入预设表,则系统将该位置设为加工原点,同时将原点参数(对刀参数)存储在预设表的 0 号位置;然后选择要用的预设号/启用预设,则能把 0 号位的预设值参数复制到相应的预设号中。
表 1 探测功能
3.2 通用参数
为使探头拥有更广范的应用,应提前完成探测循环通用参数的设置,以保证探头的正确、安全使用,通用参数内容及注释如表 2 所示。
表 2 通用参数
3.3 探测循环
- - TCH P ROBE411如图 3(a)所示,探测循环 411(TCH PROBE411)能实现加工原点的偏置,同时也能对加工原点的位置进行精确修正,也可以用于确定矩形凸台的中心并将其定义为原点。如果需要的话,TNC 也可以将坐标输入到原点表或预定表中。TNC 将按照 MP6150 或MP6361 的设置值快速移动定位,将测头定位在编程起点位置 1处。TNC 将执行循环中数据和 MP6140 的安全高度数据计算探测起点;然后测头运动到所输入的测量高度处并以探测进给速率(MP6120 或 MP6360)探测第一触点;然后将测头沿近轴运在测量高度处或下一起点 2 的间隔高度处并探测第二触点;然后 TNC将测头定位在起点 3 位置处,再定位在起点 4 位置处,探测第三和第四触点;最后 TNC 再将测头移回间隔高度处并处理根据循环参数 Q303 和 Q305 所确定的原点。TCHPROBE411 循环各参数的图解,如图 3 所示。
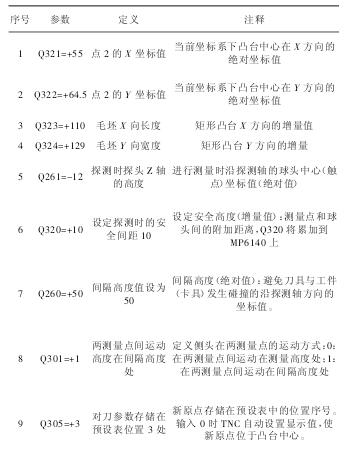
探测循环 411 参数,如表 3 所示。在图 3(a)中,若在尺寸为 110×129×50 的长方体毛坯上,执行将加工原点由位置 1 转移至位置 2。首先在手动模式下,选择探测功能/测量 POS/X+、Y+、Z-,分别探测毛坯的左侧、前侧和上表面,将工件的上表面左下方的位置 1 设置为加工原点,并激活;然后执行表 3 中的“TCH PROBE411”循环和相关参数,则能实现将点 2(毛坯上表面中心)设为原点,并将原点的对刀参数存储在设表中的 3 号位置处;激活预设表中的 3 号位置,则完成加工原点转移设置
“TCH PROBE411”同时也可以进行加工坐标系原点的修正,进行精确定位。首先在目测模式下将探头移动至矩形毛坯上表面的中心附件(尽量接近,但不要接触);然后将当前位置设为加工原点并激活;然后基于该原点执行“TCH PROBE411”循环,此时“TCH PROBE411”循环中 Q321、Q322 应设置为 0。为避免测头和工件发生碰撞,输入 Q323
和 Q324 参数时,可输入较大的估计值;循环定义前必须编程一个刀具调用功能以定义探测轴。
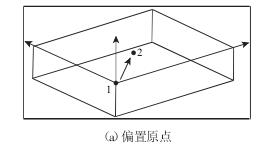
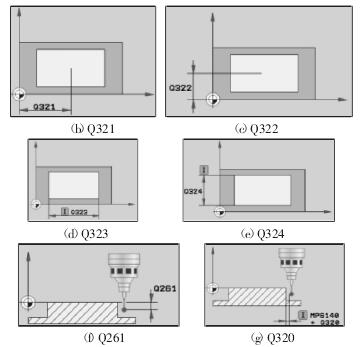
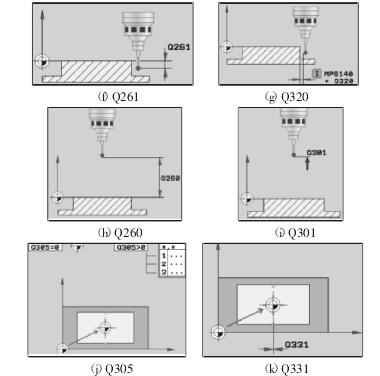
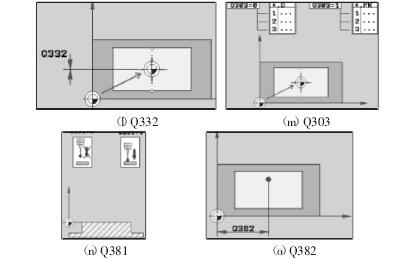
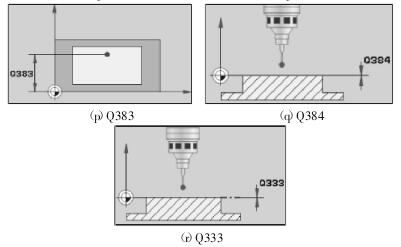
图 3 探测循环 411
表 3 探测循环 411 参数
4 、小结
介绍了基于 HEIDENHAIN ITNC530 数控系统的 DMU60M-ONOBLOCK 五轴联动加工中心的自动对刀的和在线检测功能。通过系统的“探测功能”能实现自动对刀,同时通过“TCHPROBE411”循环能将实现加工原点的智能转换和修正,从而大大提高生产制造效率并减轻劳动强度。在执行“TCH PROBE411”循环时为避免测头和工件发生碰撞,输入第 1 和第 2 边长度较大的估计值;循环定义前,必须编程一个刀具调用功能以定义探测轴。
“探测功能”输入参数时,应先选择设为原点,键入预设表;改变预设,启用预设则能把 0 号预设复制到其它序号的预设表中。在加工零件的加工制造过程中引进在线检测功能,不但省时省力,而且还提高了加工效率,具有广泛的应用价值。目前高效、精密制造研究的关键技术之一就是在数控机床上对工件进行在线检测。
文自:北京电子科技职 汽车工程学院 首都航天机械
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

