



卧式五轴加工中心钛合金件加工工艺的设计
2019-9-12 来源: 上海新力机器厂 作者:李超 路朝留 唐鸿雁 万齐访 冯樊篱 等
摘要:卧式五轴加工中心在钛合金等难加工材料的高效加工具有明显优势,而卧式五轴加工中心钛合金件的工艺设计决定了加工效率和精度。文章针对钛合金的航空结构件设计了卧式五轴加工中心的工艺,计算了该加工工艺的时间节拍,分析了该工艺的可行性,为后续钛合金等难加工零件的生产提供参考。
关键词:加工中心;钛合金;工艺设计;航空结构件
1、前言
钛合金材料具有耐热性很高,耐腐蚀性很好及强度极高的优点,在航空领域得到广泛应用,但钛合金材料的加工难度是制约其在复杂零部件上的应用的关键因素。图1为卧式五轴加工中心示意图,卧式五轴加工中心可较好地加工复杂的钛合金零件,而加工中心的加工工艺决定了复杂钛合金零件的精度和质量。本文针对钛合金的航空结构件设计了卧式五轴加工中心的工艺,检查了在该工艺下加工的钛合金零件的质量,确保了该工艺的可行性,为后续钛合金等难加工零件的生产提供参考。
图1 卧式五轴加工中心示意图
2、零件及工艺要求
2.1 零件介绍
零件的加工精度不仅取决于机床设备本身的性能,更取决于加工工艺安排是否合理规范。因未取得客户实际零件图纸、尺寸、模型、材料及加工要求等信息,以下加工方案及节拍估算。样例零件为钛合金连接头,其毛坯件及成品图如图2所示。零件材料:钛合金。毛坯外形尺寸:500mm×350mm×120mm (最小加工余量:5mm)。
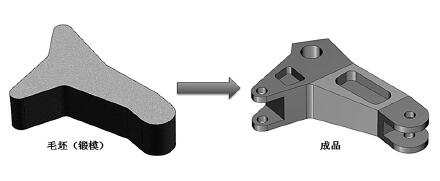
图2 钛合金零件示意图
2.2 工艺流程要求
图3为一套成熟可靠的加工工艺方案制定流程,确保在满足精度要求的前提下,提供优质可靠的工艺路线,为最终零件的加工精度提供强有力的保障。

图3 加工工艺流程
借助已有的高精度高可靠性机床设备及优质高效工艺方案的独特双重优势,可为用户带来超高性价比的成套系统解决方案。卧式五轴加工中心配备车铣复合转台的情况下,与传统的加工工艺方案相比,生产效率可提升300%,无论在效率方面还是在加工精度方面,该加工方案都将有不可替代的优势。两者对比示例图如图4所示。
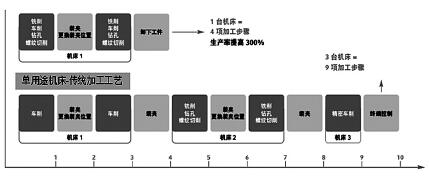
图4 工艺和效率对比图
3、加工工艺设计
3.1 工艺方案
3.1.1 工序安排及装夹形式
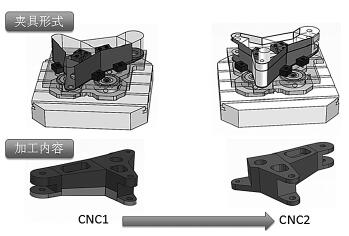
图5为钛合金零件的工序安排及装夹形式。
3.1.2 CNC1上线工序
采用靠山(底面及粉色面,侧边设三个支撑点)方式粗定位,螺栓驱动楔型块压紧(绿色面,两 点 驱 动 夹 紧 ) 的 方 式 装 夹 ( 预 计 此 装 夹 用 时5min),如图6所示。
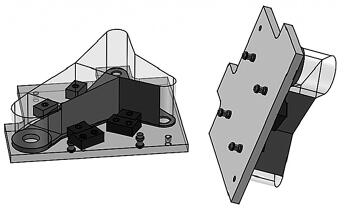
图6 CNC1上线前的装夹形式图
将已装夹好零件的托盘运至上下料工作站(预计吊运用时2min),托盘下端设有零点快换机构,在很短的时间(预计3min)内即可实现托盘及零件的定位和紧固。托盘在上下料工作站完成装夹后,由机器人、存储架及工作台交换机构自动完成物料的运送和暂存工作。该工序加工完成后,由机器人运至上下料工作站,通过零点快换机构,将零件随托盘一同离线(预计用时3min),再在线下将零件从托盘上卸下(预计用时5min),以便为后续工作做准备。CNC1上线装夹和完成的加工特征如图7 所示。
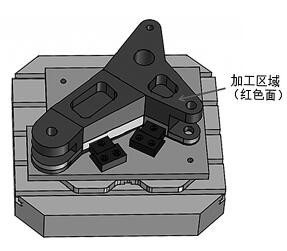
图7 CNC1加工后示意图
3.1.3 CNC2上线工序
零件经CNC1工序加工并在线下拆卸后,同样在线下为CNC2工序进行二次装夹准备(预计用时5min)。亦拟采用CNC1工序类似的装夹方式,如图8所示。
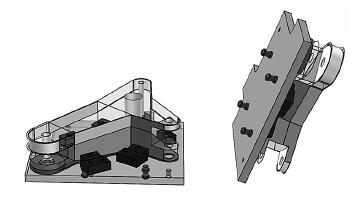
图8 CNC2上线前的装夹形式图
CNC2工序上线装夹方式与前面相同,即通过零点快换机构来实现装夹(预计用时5min)。托盘在上下料工作站完成装夹后,由机器人、存储架及工作台交换机构自动完成物料的运送和暂存工作。
同样地,为应对可能出现的应力变形情况,在CNC2工序所有粗加工完成后,可视实际需要增加去除应力工序。待去应力后再进行最后的精加工。
精加工完成后,由机器人运至上下料工作站,通过零点快换机构,将零件随托盘一同离线(预计用时3min),再在线下将零件从托盘上卸下(预计用时5min)后待入成品库。CNC2工序加工完成的零件即为成品,如图9所示。
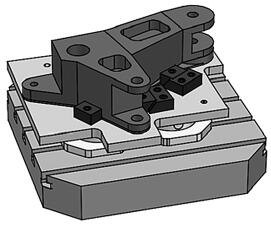
图9 CNC2加工后成品
3.2 加工节拍估算
由于钛合金零件硬度高、韧性强,切削时发热量大,考虑刀具的承受极限,其切削速度及进给量低于同规格的钢件或铝合金件,故其切削效率亦低于钢件或铝合金件。
作以下加工节拍估算。现设定:单边最小加工余量5mm;上下表面、侧面及凹槽面表面粗糙度Ra6.3;内孔粗糙度Ra3.2;尺寸精度IT7等级。
3.2.1 CNC1装夹加工节拍
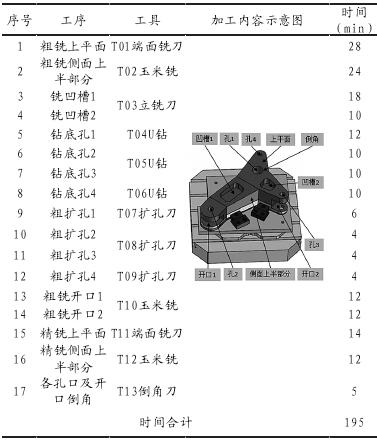
用模拟加工软件分析计算,出于简洁篇幅考虑,已略去各工序具体设定参数及计算过程,表中仅列出最终计算时间,各工序时间含刀具更换时间,且其值为取整后的近似值。CNC1装夹后各工序时间节拍如表1所示。
表1 CNC1装夹加工节拍表
3.2.2 CNC2装夹加工节拍
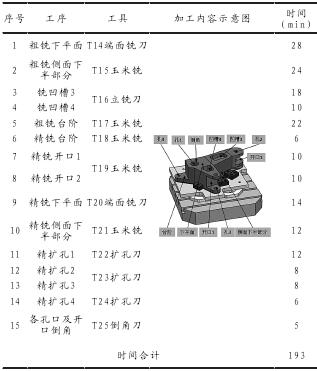
同样用模拟加工软件分析计算,CNC2装夹后各工序时间节拍如表2所示。
表2 CNC2装夹加工节拍表
4、结语
钛合金材料是一种性能优良的航空航天用材料。低成本钛合金航空件的设计与加工工艺将从核心上解决钛合金材料在航空航天领域的大规模使用问题。本文设计了卧式五轴加工心的工艺,计算了该加工工艺的时间节拍,分析了该工艺的可行性,为后续航空航天用钛合金等难加工零件的低成本、规模化生产提供参考。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

