


摘要:一次性餐盒成型机是一种热成型机组,它集真空成型、模压成型、综合成型、冲裁为一身,用来加工热成型塑料片材。本文介绍了四方CA500系列重载型伺服驱动器与CM500永磁同步电机应用在一次性餐盒成型机上,伺服系统控制工作台行程,提高成型机械定位精度,降低不良品率。
一、 工艺介绍
一次性餐盒成型机是一种热成型机组,它集真空成型、模压成型、综合成型、冲裁为一身,用来加工热成型塑料片材。可制成各种包装容器:一次性快餐盒、水产盘、超市盘、蛋糕盘、 KT 板、方便面碗、发泡盘等系列产品。
工艺流程:如图1所示,总体工艺流程分为:上料——片材进成型机——预热——加热——成型——冲裁——落料——成品——包装——边角料收卷。

成型机的一个工作循环包括如下动作:
(1) 上料、片材进成型机:将发泡片材牵引至片材成型机的内部,用光电开关控制上料长度;
(2) 预热、加热:将发泡片材用陶瓷辐射瓦进行预热加热,智能温控表控制温度,使其具有可塑性;
(3) 成型:液压单独控制上下模,真空、压空、模压综合成型;
(4) 冲裁:液压自动控制冲裁,将成型后的制品裁剪为成品;
(5) 落料、成品、包装:将冲裁后的成品进行包装;
(6) 边角料收卷:将冲裁后的剩余边角料收卷回收,进入废料破碎造粒机重复利用。
二、 方案介绍
1、工艺要求:
为了保证一次性餐盒在成型之后进入冲裁阶段的准确性,并尽可能的提高生产效率,成型机有以下的一些工艺要求:
(1)传输过程需要快速加减速,加减速小于0.5S;
(2)一次性餐盒到达冲裁位置时的定位速度要快,定位时间小于1秒;
(3)为保证冲裁的精度,定位精度要求高,位置精度小于1mm;
(4)定位完成后有信号输出,与PLC配合完成后续动作。
2、 伺服控制系统
针对成型机的工艺要求,采用四方CA500伺服驱动器与CM500同步电机为驱动平台,设计了如下的应用方案:
伺服驱动器:四方CA500重载型伺服驱动器;
伺服电机:四方CM500永磁同步电机;
其他配件:旋变卡,IO扩展卡,编码器屏蔽线(9pin)。
(1)CA500伺服驱动器的加减速时间最小可达到0.1s,完全可以满足餐盒成型机在传输过程中对加减速的要求;
(2)CA500内置伺服控制功能,其内置两段PID参数,并可根据位置偏差选择不同的PID参数执行,并且具有优异的伺服电机控制算法,可以发挥伺服电机的快速响应特性,保证了在冲裁时的定位响应速度;
(3)CA500的伺服定位功能采用外部高速脉冲的方式控制,根据实际机械所需的位移量以及所对应的脉冲个数,换算电子齿轮比,达到极高的定位精度;
(4)利用CA500内部的多功能端子输出功能,当定位完成后输出一个信号给PLC,通知PLC定位已经完成从而进行下一步动作。
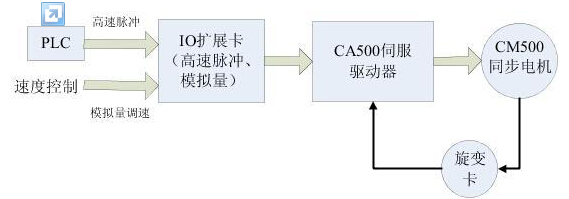
图2所示为应用方案框图:
3、四方伺服控制系统特点
(1)CA500伺服驱动器基于大裕量硬件平台设计,可120%重载长期运行,过载能力强;
(2)CA500驱动器可选择两种定位信号给定方式,可用高速脉冲给定和模拟量给定;
(3)CA500全系列内置制动单元,用户可按需配置制动电阻实现快速制动效果;
(4)灵活强大的可扩展平台,通过搭配旋变卡、IO扩展卡,满足各类不同的工艺现场要求;
(5)优异的伺服电机控制算法,不仅可以驱动行业通用的同步电机,更是针对CM500同步电机进行算法优化,充分发挥配套使用的伺服系统的快速响应特性和稳定性;
(6)根据位置偏差选择的双PID控制,实现高精度高响应的位置控制。
三、 调试和说明
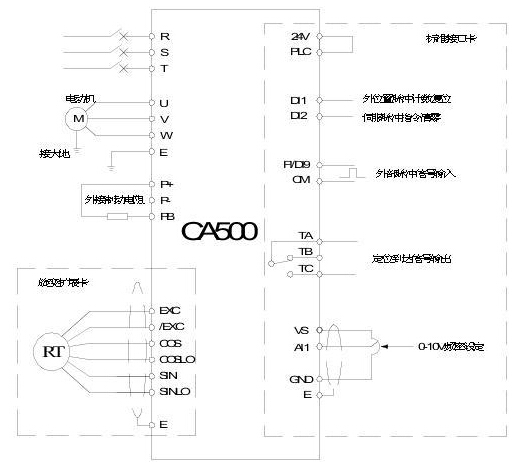
1、调试接线图
2、设置伺服控制定位功能
(1)将伺服控制功能Fb.2.23伺服控制功能设置为0001始终有效。
(2)选择位置脉冲计数复位端子、伺服指令脉冲数值清零端子(功能号分别为66、77),例如选择端子为DI1、DI2,那么F3.0.00=66、F3.0.01=77。
(3)设置PG测速轴每转推进的距离Fb.2.22,本参数的作用是将累计位移在d1.2.20中显示,并不参加实际的控制运算。
(4)设置伺服控制位置设定源Fb.2.24,设置为1即位置由高速脉冲控制,设置为3即位置由模拟量控制,可根据实际需要选择,这里设置为1。
(5)设置电子齿轮比Fb.2.27、Fb.2.28。电子齿轮比是把实际的每脉冲位移量与人为确定的每脉冲位移量对应起来。
3、参数设定
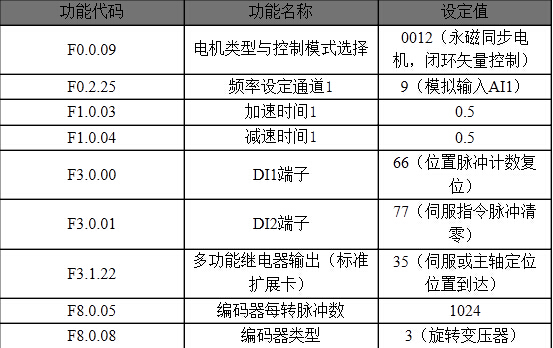
(1)通用功能调试:
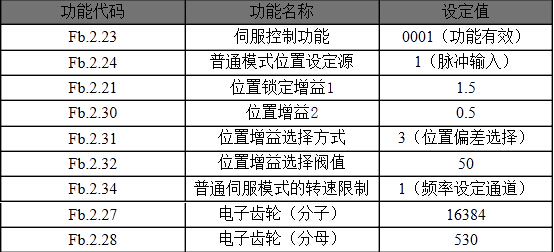
(2)伺服定位功能调试:
4、调试运行
以脉冲输入为位置源模式运行
运行前需要闭合一次DI1端子进行位置脉冲累计计数(D1.2.19、D1.2.18)清零。按FWD启动伺服驱动器,电机将根据DI9端子接收到的脉冲个数来确定电机运行距离,根据脉冲的频率与Fb.2.34的转速限制共同决定电机的运行速度,DI9端子接收的脉冲源是可以累计保存的,可以通过闭合一次DI4端子清除累积脉冲数。
5、注意
(1)位置增益选择方式,当按位置偏差选择增益(Fb.2.31=3)时,位置偏差小于设定的脉冲数值(Fb.2.32)时,位置增益1(Fb.2.21)有效。否则位置增益2(Fb.2.30)有效。
(2)位置增益大的时候可以提高响应性,过大会造成超调、震动及噪音。
(3)调整转速闭环比例增益F8.1.21可以抑制电机震动。
(4)普通伺服模式的转速限制方式Fb.2.34设置为1频率设定通道,即表示只有当外部脉冲的频率大于频率设定通道的频率时,电机转速才受频率通道控制,否则电机转速受外部脉冲的频率控制。
(5)从转速模式切换到伺服控制时需要停机重启。
四、 小结
本文介绍了四方CA500重载型伺服驱动器与CM500永磁同步电机在一次性餐盒成型机上的应用。改应用方案精度高,响应迅速,可以最大限度的保证生产餐盒的质量,降低不良品率,解决生产成本。
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

