



空调压缩机曲轴钻铣定位夹具设计
2016-7-25 来源:沈阳新松机器人自动化股份有限公司 作者:李伟岭 卢裕朔 王浩舟 赵健
摘要:文章针对某公司空调压缩机曲轴生产线的自动化改造,要求用六轴关节机器人代替人工给机床和设备进行上下料操作,中间过程无人工参与,然而由于曲轴的钻铣加工工序要求定位精度非常高,加工过程中还要旋转姿态,机器人直接给设备上料不能满足定位精度要求,因此设计了一款自动化定位夹具,以保证曲轴的加工精度。
关键词:机器人上下料;压缩机曲轴;钻铣夹具
压缩机是空调最核心的部件,从成本上看,压缩机的成本占到了整台空调的三分之一,压缩机质量的好坏直接决定了制冷系统的制冷效果,两者有着最密切的关系。而作为压缩机的核心零件曲轴的机械加工质量对压缩机性能起着决定性的作用;一台好的压缩机,在使用寿命、噪音、能效比方面均会有更佳表现。
目前随着国内工业的飞速发展,工业的自动化程度的提高,涡旋压缩机对曲轴加工精度的要求越来越高,因此对于曲轴钻铣定位夹具的精度和自动化程度要求也随之提高。
1、压缩机曲轴结构特点和工艺分析
曲轴属于压缩机内部的典型复杂件,精度要求高,形状复杂,制造难度比较大。图1 为该曲轴加工工艺图纸。
该曲轴的钻铣加工工序内容:(1)铣平面22±0.3 和平面20±0.3;(2)铣偏心轴上斜面(L 向视图);(3)钻孔Φ5.0±0.2 和孔Φ2.0±0.2。
该工序整个加工过程的工艺流程:
(1) 机器人将工件放到夹具上;(2) 夹具自动对工件进行定位(曲轴的偏心轴处于正下方位置);(3) 机床上的第四轴卡盘夹紧工件左侧;(4)机床加工平面22±0.3 和孔Φ5.0±0.2;(5)机床第四轴卡盘夹紧工件旋转一定角度,加工偏心轴上的平面;(6)机床第四轴再旋转一定角度(偏心轴向上)后加工平面20±0.3 和孔Φ2.0±0.2。
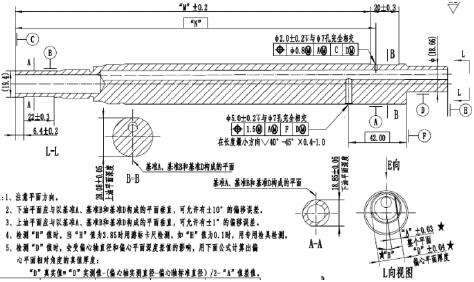
图1 曲轴加工工艺图
2、定位夹具设计
根据该曲轴本身的结构特点和加工工艺要求,设计了一款自动化定位夹具,该夹具(如图2)是由伺服旋转卡盘、U 型支撑本体、气动压紧机构、调整定位块、气动拉杆机构等组成。
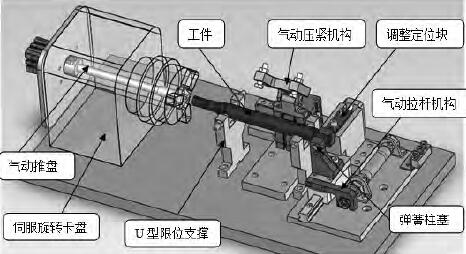
图2 自动夹具总装配图
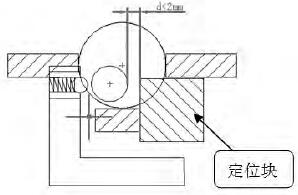
图3 定位前工件姿态
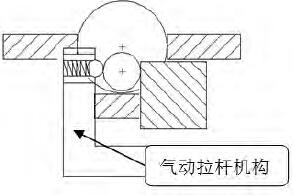
图4 定位后工件姿态
该加工工序的定位要求:通过自动定位夹具的一系列动作,使工件从姿态一(图3)转化到姿态二(图4)以完成工件的轴向定位和径向定位。
该夹具的定位动作过程如下:首先机器人夹紧工件将其放入该夹具的U 型限位支撑中,然后机器人退出机床,由于机器人重复定位精度等原因,导致工件的偏心轴与定位块之间会存在间隙(d<2mm);放完工件后夹具上的气动拉杆机构在气缸作用下移动到指定位置,此时拉杆机构上的弹簧柱塞顶住偏心轴,给偏心轴一个驱动力(驱动力F≈50N),然后尾部气动推盘顶住工件左端面慢慢推动工件轴向动,在此过程中工件在弹簧柱塞驱动力下发生旋转,直到偏心轴贴紧定位块时停止转动(如图5 所示),完成径向定位;当气动推盘推工件轴向运动至轴肩顶住定位块,气动推盘退回原位,以完成轴向定位;随后伺服旋转卡盘夹紧工件,气动压紧机构压紧工件,机床开始对工件进行加工。
3、定位夹具的原理分析和计算
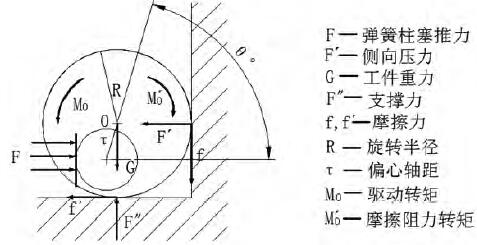
图5 力学分析图
已知条件:G=12N,F=50N,R=14.42mm,τ=3.13mm,θ°≈80°;
经查询机械技术手册可得:钢与钢之间静摩擦系数μ 静=0.2,动摩擦系数μ 动=0.1;
通过力学分析可得:F=F'=50N;F"=G=12N;
根据如下公式进行计算:
M0=F·τ sinθ°;M0'=(f+f')·R;f=μ·F';f'=μ·F''
当工件处于静止状态时,工件受到的是静摩擦力,此时驱动力矩和阻力矩如下:
M0=F·τ sinθ°=0.154N·m
M0'=(f+f')·R=μ 静·(F'+F")·R=0.178N·m
由于M0<M0',所以此时工件不旋转,只是偏心轴受到驱动力F作用。
当自动夹具的气动推盘推动工件移动时,工件受到的摩擦力由静摩擦转化成动摩擦,而此时工件所受到的阻力矩为:
M0'=(f+f')·R=μ 动·(F'+F")·R=0.09N·m
由于M0>M0',此时工件发生旋转,直到与定位块相接触旋转停止。
工件轴向定位是通过气动推盘推工件沿轴向运动,使工件轴肩顶住定位块。
工件径向定位是在工件轴向移动过程中完成的。
该理论计算通过实践已经验证可行性和可靠性,定位精度达到工艺要求,该设计目前已经应用于客户现场(如图6 所示),运行良好。
图6 现场应用情况
4 、结束语
通过对压缩机曲轴本身的结构特点和加工工艺要求的深入研究,设计了该自动化定位夹具方案。该自动化定位夹具结构紧凑、稳定性好,而且比较适合加工机床内部空间要求,定位效果良好;目前该方案已经应用在了自动化生产线上,并取得了预期的定位效果,保证了工件的加工精度,同时降低了人工成本,提高了经济效益。
参考文献
[1]陈立德.工装设计[M].上海交通大学出版社.
[2]朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2009,10.
[3]卢秉恒.机械制造技术基础[M].北京:机械工业出版社,2007.
[4]郭炜,孙维连,杨钰莹.快速偏心夹具的设计与应用[J].机械设计与制造,2007.
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

