



数控龙门深孔钻床的设计分析
2018-11-5 来源: 德隆集团机床有限责任公司技术开发中心 作者:谭德宁 滕 云
摘 要: 通过对数控龙门深孔钻床的分析,提出了机械结构设计和数控系统的改造设计。运用机电一体化知识进行改进设计,总体上提出了双光栅检测,伺服液压缸、液压阀控制,钢丝绳调整横梁和动力头的平衡,数控系统进行差值比较,达到微量补偿的方法。
关键词: 机械结构设计 双光栅检测 数控系统与平衡补偿
数控龙门深孔钻床是一种自主创新的专用机床,填补了国内空白; 这里对与龙门刨床相似的结构不再阐述,主要进行机床的结构创新设计和数控系统分析。该专机适用于加工大型圆盘类零件,主要技术规格及参数如下: 最大钻孔直径 30 mm,最大钻削深度 500mm; 工作台面尺寸 2. 5 m × 1. 6 m,工作台行程 2. 5 m,承重可达 10 t 的滑动贴塑导轨,为滚珠丝杠传动; 横梁行程 0. 6 m,带贴塑滑动导轨的立柱,立柱最大移动尺寸 2 m,横梁垂直运动采用滚珠丝杠; 横梁上钻削动力头左右运动为滚珠丝杠传动。
1 、数控龙门深孔钻床总体要求
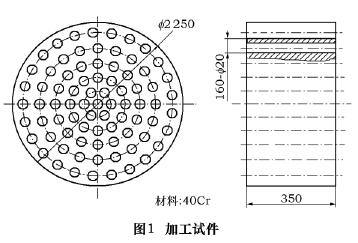
( 1) 试件为大连抚顺炼油厂加工零件: 换热器管板孔的深孔钻削。
每件上有 160 个 20 mm × 350 mm的孔。如图 1 所示。
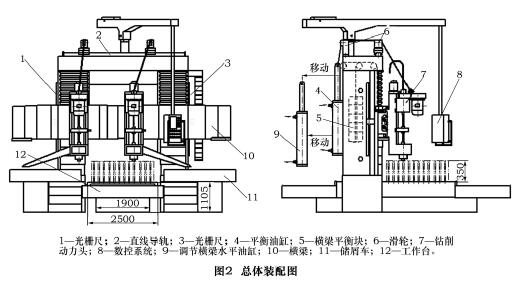
( 2) 动梁龙门式、双深孔钻削动力装置的数控机床。主机总体结构与龙门刨床比较相似,见图 2。
( 3) 工作台水平运动( X 向) ,横梁上下垂直运动( Z 向) ,深孔钻削动力头装置横向运动( Y 向) ,钻杆箱垂直方向进给运动,对管板坐标孔进行加工。
( 4) 横梁垂直运动导轨采用帖塑滑动导轨.
(5) 工作台运动,两个深孔钻削动力头装置横向运动,横梁上下垂直运动,钻杆箱垂直进给运动均为交流伺服电动机驱动。
( 6) 集屑箱,收集钻削后的切屑。
( 7) 数控系统,机电合一,提高机床的内部质量。
2 、提高钻孔位置度的措施
该机床的外观总体装配图如图 2 所示。深孔钻削有这么一个特点: 孔的尺寸公差及表面粗糙度由深孔钻刀具本身保证; 孔的位置度与导向架、刀具有关; 各孔之间的孔距与机床的位置控制有关。
将数控系统、直线导轨及其光栅,简单地拼凑起来,并不能提高数控龙门深孔钻床的工作精度,如何提高机床的内在质量是需要解决的首要问题。
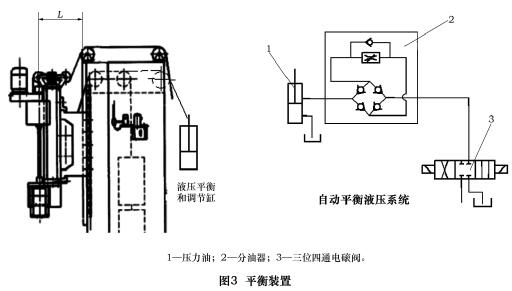
从图 3 的局部视图可以看出: 深孔钻动力头和横梁虽然采取了平衡装置,但钻孔中心线与龙门立柱间的导轨面距离 L 太大,深孔钻动力头的重量达 2 t 左右,横梁 10 t 左右,它们的重心与立柱垂直导轨形成一倾覆力矩,长期使用会使立柱与横梁导轨结合面横梁一侧的下部磨损快,导致动力头钻杆轴心线即导向架上的导向套轴心线前后方向倾斜偏离垂直位置,以致影响钻孔的位置度。
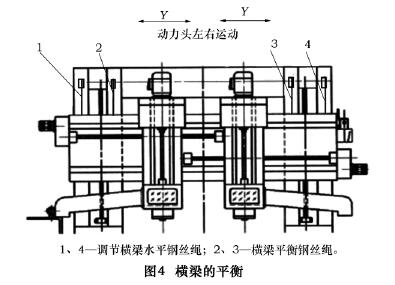
这是需要解决的第一个问题。从图 4 的局部视图可以看出: 深孔钻动力头在 Y轴方向上左右运动,导致横梁重心偏移变动,同样会使导向架上的导向套轴心线左右方向偏离垂直位置,以致影响钻孔的位置度。
这是需要解决的第二个问题。上述两个问题是“数控龙门深孔钻床”设计成功与失败的关键。第一个问题是因为倾覆力矩产生前后方向导向套位置度偏差,可以采用反向预倾斜的方法来实现补偿。总装时测量出因倾覆力矩产生的倾斜量,将立柱与横梁之间的横梁拖板再卸下来,刮掉相应的部分,上部比下部多刮一些( 约 0. 03 ~ 0. 05 mm) ,使动力头钻杆轴心线相对于立柱导轨面略成抬头状。
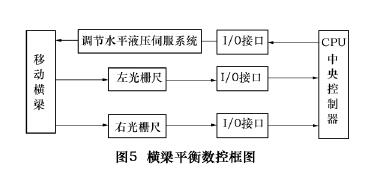
由于立柱与横梁之间只有在安装和拆卸工件时才相对运动,所以立柱与横梁导轨结合面下部磨损很慢,一般在三年左右精度也在允差之内,提高了使用寿命。动力头上的钻杆箱导轨面磨损对精度影响很小。第二个问题是因为重心移动产生的,可以采用“数控自动补偿”的方法消除,提高内孔的位置度。如图 5 所示,运用机电一体化的知识,可以在横梁两侧分别安装两个光栅尺,作为位移传感器分别测量横梁两侧的位移,通过 I/O 接口输入 CPU; 在 Z 轴方向上任取一点做为原点,由总装检具和检棒将导向架上的导向套轴心线调整到垂直位置,此时记录下左、右光栅尺的数值,Z左= a,Z右= b。当横梁上下移动,左、右两侧导轨位置不同步时( 导向有间隙) ,衡量重心产生变化,相对位移 ΔZ左= Z′左- a,ΔZ右= Z′右- b,如果ΔZ左> ΔZ右,则产生控制信号进行补偿,在横梁右侧的伺服油缸压力增大,由数控系统 CPU 通过 I/O 接口控制调节水平液压缸作相应的动作。
如图 4 所示,钢丝绳 2、3 是平衡配重块,在立柱里面,平衡横梁和动力头的重量( 约 14 t) ; 钢丝绳 1、4 与调节水平液压缸相连,使横梁左右两侧力量发生变化,产生重心偏移,实现横梁的自动找回水平,当达到 ΔZ左= ΔZ右时,数控系统发出控制信号,两头调节水平液压缸系统压力不再变化,实现全闭环数字控制; 反之亦然。
平衡后由横梁后部的液压缸将横梁锁定,使导向架上的导向套轴心线左右方向不再偏离垂直位置,保证钻孔的正确位置度。
横梁垂直进给运动用光栅闭环控制,能达到小数点后三位,控制平衡确保钻孔位置度。实际中的加工零件孔距精度保证在 0. 02 mm 就足够了,横梁上动力头水平移动和动力头上钻杆箱的进给运动用交流伺服电动机上的编码器控制就能满足,对孔的加工精度( 尺寸公差、表面粗糙度、直线度) 没有影响。
3 、钻杆箱的液压平衡
垂直运动的部件,有三种方法实现自动平衡; 一种方法是当部件比较轻时,采用电动机上的制动器平衡;另一种方法是采用配重的机械方法; 最后一种是采用液压自动平衡的方法。
从上面介绍可知,显然,横梁已经采用了配重的机械方法平衡,空间已经占去,钻杆箱有垂直方向的进给运动,只能采取液压缸平衡的方法消除重力下滑,难点就是滑轮的 Y、Z 两轴的摆动,既不能脱开,又不能影响平衡,这就需要采用创造性思维,用一种新颖的滑轮结构。
如图 6 所示,绳索可以采用钢丝绳索、链轮绳索,由于链轮绳索中的链轮不好换向,在这里采用钢丝绳索。
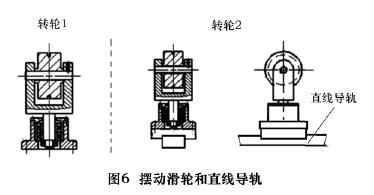
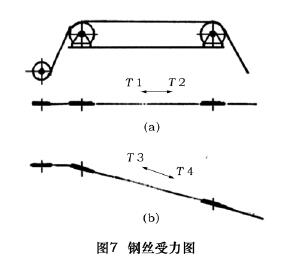
钢丝绳套入转轮深一些,确保钢丝绳不脱出转轮,转轮 1 可以沿着轴承回转,安放在后部; 转轮 2 可以沿着轴承回转且沿着直线导轨运动,两个转轮的组合确保了钢丝绳既不会脱开转轮,又不会影响平衡,满足Y、Z 两轴的摆动。显然,定滑轮上的钢丝绳拉力是不变的,如图 7 所示。T1= T2= T3= T4,拉力恒定,由液压缸平衡深孔钻动力头上钻杆箱的重量。该结构的转轮可以满足深孔钻动力头的左、右移动要求,达到正常工作的目的。
4 、结语
通过对数控龙门深孔钻床的机械结构设计和数控系统的改造设计,提出了一种保证钻孔精度的方法。总体设计中提出了双光栅检测,伺服液压缸、液压阀控制,钢丝绳调整横梁和动力头的平衡,数控系统进行差值比较,达到微量补偿。加工精度与卧式深孔钻床ZK2102 相同,该产品的设计成功为深孔钻床开辟了一种新型布局方式,对实际应用提出了理论基础,具有现实意义。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

