



微小深孔数控高速钻削加工工艺
2019-1-24 来源: 西安电子工程研究所 作者:徐向阳 杨芳红 李铁民
【摘要】通过选用合适刀具、设备,摸索出最优机械钻孔工艺参数,提出了微小深孔数控高速钻削加工的新技术,解决了 φ0. 3 深 15mm 的微小深孔加工难题。
关键词: 微小深孔 钻削加工
0 、概述
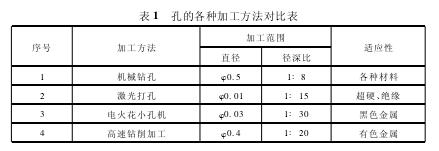
孔加工分为浅孔加工和深孔加工两类 . 一般规定孔深与孔径之比大于 5 的孔称为深孔。微小深孔通常指直径小于 2mm 的深。某毫米波器件材料为 H62 铜合金,需要加工直径φ0. 3mm 深 15mm 的 微 小 深 孔,要 求 孔 偏 差 小 于0. 1mm,采用普通机械钻孔、激光打孔、电火花小孔机打孔等方法都没成功,成为了该类零件制造的加工瓶颈。
1 、国内外现状
加工微小孔的工艺方法有很多,如激光束、电子束、离子束和电火花加工等,以及在国内外应用最广泛、实用性最强的麻花钻机械钻孔。但是对于φ0. 3mm 深 15mm 的微小深孔,这些方法都难以实现。对铜质母材来讲,由于其高的反射特性,采用激光等高能束方法效果不好,需要较高功率,在加工表面常会有一层再铸层或热影响产物,孔越深难度越大,孔尺寸误差越大。
电火花小孔机加工所用电极为铜电极,加工铜质材料电极损耗大,不能完成深孔加工。机械钻孔加工微小孔也存在局限性,使用钻床或数控机床加工 φ0. 5 左右孔深度不超过 3mm ~ 4mm,孔过深将会出现孔加工偏或钻头断裂的情况,导致零件报废。
各种加工方法加工范围见表 1 所示:2 工艺技术攻关选用材料为 H62 铜合金的母材作为研究对象,铜块厚度 15mm,要求加工 φ0. 3mm 的通孔。根据零件材质和结构因素,确定采用机械钻孔方案,设备选用 TC - S2Z 高速钻攻中心。
主要从刀具选择、刀柄和夹具优化、工艺参数设计等几方面开展工艺研究,实现深小孔的加工。
2. 1 刀具选择
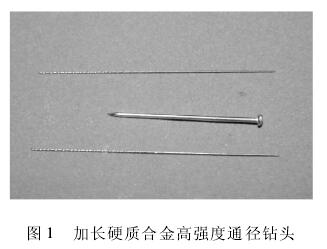
对微小深孔的加工,普通材质钻头易断且有效刃长不够,为此特别定制了带涂层的硬质合金高强度通径钻头,直径 φ0. 4mm,刃长 20mm,全长 45mm,如图 1 所示。
2. 2 刀柄、夹套
采用普通钻夹头进行深孔加工,由于夹持精度不够,钻头摆动较大,钻头常常发生断裂。为保证夹持精度,采用了进口小型钻头专用刀柄和钻夹头,钻头稳定性大大提高,如图 2 所示。

2. 3 工艺参数
对微小孔加工进行切削试验,在 3000r/min,6000r / min,9000r / min 的不同主轴转速下考察进给速度对钻削轴向力和扭矩的影响。进给速度为20 ~100mm / min。随着进给速度增加,轴向力和扭矩逐渐减小; 进给速度为 36mm/min 时,轴向力和扭矩最小; 之后,随着进给速度增加,轴向力和扭矩又开始逐渐 增 大。在 主 轴 转 速 9000r/min,进 给 速 度 为36mm / min 条件下钻孔,轴向力和扭矩最小。深小孔加工时钻屑难以排除,进刀到一定深度后极易造成刀具断裂,必须及时抬刀,将钻屑排除后再进行钻削。对每次进刀深度在 0. 2mm、0. 1mm、0. 05mm、0. 02mm 进行试验,结果表明进刀深度为 0. 05mm 时钻头不易断裂且加工效率最优。
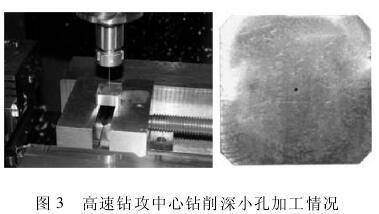
通过对机械钻孔工艺参数试验研究,选用合适刀具、设备,实现了 φ0. 3mm 的微小深孔高速钻削加工,径深比达到 1∶ 50,该技术在行业内处于领先水平。图 3 所示为 TC - S2Z 高速钻攻中心钻削深小孔加工情况。
3 、结论
微小深孔数控高速钻削加工技术使用高速钻攻中心机床,选用硬质合金加长钻头,采用合理的主轴转速、进给速 度和加工 路径,实现了 φ0. 3mm 深15mm 的微小深孔钻削加工,解决了径深比较大的有色金属零件小孔加工难题。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
更多相关信息

