


偏心工件夹具设计
2014-2-22 来源:数控机床市场网 作者: 陈洪峰
偏心工件一般分为偏心轴类、偏心盘类、偏心孔类等, 通常情况在车床上进行加工。普遍采用的方法是在四爪单动卡盘上, 或者利用弯板、花盘等简单的工装夹具, 通过较为复杂的调整偏心距、定位基准等工序进行加工。这些办法操作过程复杂, 工件定位安装调整困难, 对操作者技术水平要求较高, 一般进行单件零件的试制加工, 不能适应大批零件的生产, 难以保证产品零件的质量, 且生产效率较低。因此在加工偏心零件时经常使用各种专用夹具来进行装夹加工。
1. 偏心夹具的设计思路
在夹具设计时, 必须使工件的加工质量、生产效率、劳动条件和经济性等四方面达到辩证的统一, 其中能稳定地保证工件加工质量是最基本的要求。为了提高生产率, 夹具采用先进的结构和机械传动装置以及快速高效的夹紧装置, 以缩短辅助时间。既要满足产品零件大批量生产需要, 又要满足工件加工质量、生产效率、劳动条件和经济性的要求, 因此需根据工件的类型、技术要求等特点设计制造一些专用工装夹具来实现。
笔者在实际工作中遇到如图1 所示的工件, 此工件要求车削加工端面上的两个偏心孔及其内螺纹。
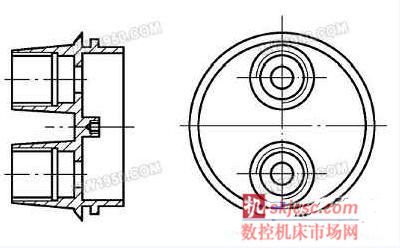
图1 工件示意图
采用常规夹具满足不了大批生产的需要且操作复杂, 调整困难, 工件装夹时间长。如果到专门的工装模具加工企业外协加工该专用夹具, 其设计、制造成本费用较高而且往往达不到最佳使用效果。笔者根据工件的结构特点, 设计制造一种结构简单、制造成本低廉、具有自动定心功能且重复定位准确、无须调整找正、操作方便快捷的专用偏心夹具, 特别适应于大批产品零件的生产。
2. 偏心夹具结构分析
(1) 夹具结构 该夹具整体结构如图2 所示, 由工件定位、锁紧装置和夹具装夹定位三大部分组成。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

