


数控车加工多线螺纹的方法
2020-10-12 来源:山西平阳重工机械有限责任公司 作者:王永军
摘要:通过实例介绍在数控车床和数控车削中心上加工多线螺纹的方法,利用该方法可以加工任何复杂高精度多线螺纹,并且解决了普通车床加工多线螺纹效率低的问题。
随着机械行业的快速发展,对各种零件的螺纹精度和加工效率提出了更高的要求。多线螺纹是螺纹加工中常见的一种,可以成倍提高传动效率,传统制造中利用普通车床加工多线螺纹,由于效率低、精度差以及劳动强度高等弊端,逐渐被数控加工所取代。
1.螺纹的加工原理
螺纹的加工是靠刀具的移动与主轴回转同步运动来实现的,装在数控机床主轴上的位置编码器实时读取主轴的转速,并转换为刀具的进给速度。通常,螺纹的切削是沿着同样的刀具轨迹从粗切到精切重复进行,因为螺纹切削是在主轴上的位置编码器输出一转信号时开始的,所以螺纹切削是从固定点开始且刀具在工件上的切削轨迹不变。
2.多线螺纹的分线方法
多线螺纹是在普通螺纹的基础上增加分线的工序,常采用的有轴向分线法和圆周角度分线法。轴向分线法是在车好一条螺旋线之后,把车刀沿螺纹轴线方向移动一个螺距再车第二条螺旋槽,这种方法适合主轴上没有安装位置检测装置的机床,它适合加工一些起始点在工件的任何一侧而不是中部的螺纹,否则可能会发生刀具与工件干涉。圆周角度分线法是根据螺旋线在圆周上等距分布的特点,利用等分圆周角度来分线。采用圆周角度分线法需要机床主轴具有分度功能,但在加工过程中不受任何限制,这种方法对于一些有特殊要求的螺纹更为实用。
3.实例验证
以加工图1所示产品外表面6线矩形螺纹为例,用两种方法来说明在数控车床上是如何加工多线螺纹的。
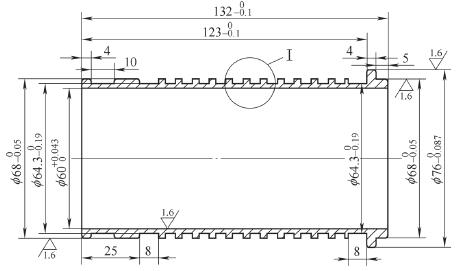
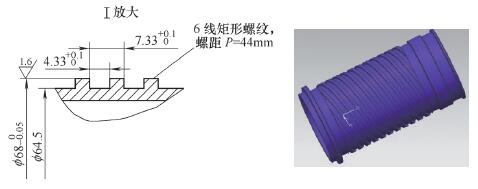
图1 工件的6线矩形螺纹
首先,分析该工件螺纹为6线矩形螺纹,螺纹的起始点在工件的中间部位,如果采用轴向分线法,两端的退刀槽都没有足够的刀具移动空间,轴向移动螺纹起点必然造成刀尖与工件干涉。因此,选用圆周角度分线法,该螺纹为6条螺旋线,分线角度为360°/6=60°。选用与螺旋槽相同宽度且带有螺旋升角的矩形螺纹刀,以减少刀具与工件的切削抗力。
螺旋升角的计算公式为:tanψ=n P/πd2,其中ψ为螺纹升角,n P为螺纹导程(n为螺纹线数,P为螺距),d2为中径。
(1)此程序利用机床螺纹加工指令G32,并由宏指令控制加工该6线螺纹(FANUC 0i系统):
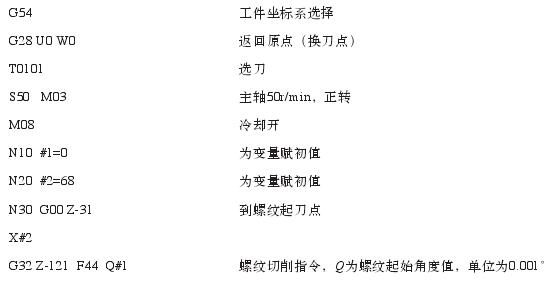
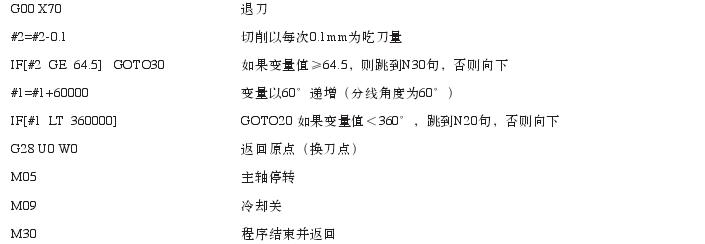
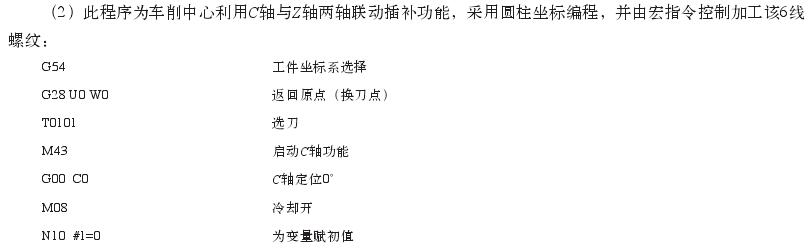
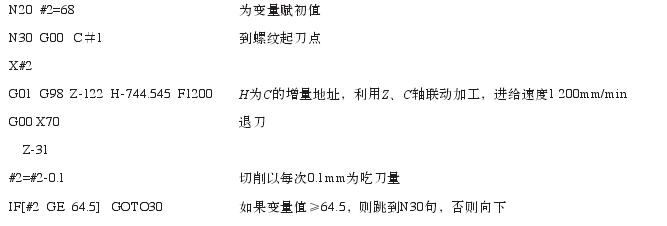
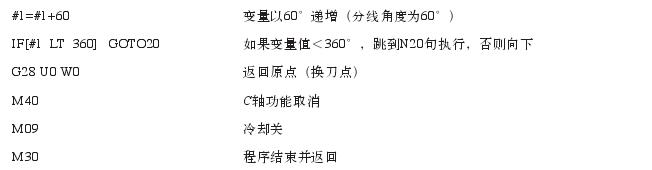
其中C轴所转角度计算如下:H=(螺纹起始点与终止点的距离/螺纹导程)×360°。该程序走刀速度可由机床倍率开关控制,方便在加工过程中的调整,也能二次装夹修复螺纹,因此非常实用。
通过采用宏指令编写加工程序的两种方法,分别利用数控车床及车削中心来加工6线螺纹的实例,揭示了数控车加工多线螺纹的规律和方法,在实践中可有效提高螺纹的加工效率和质量。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

