


椭圆零件在数控车床上的加工方法
2023-3-7 来源:广西桂林市机电职业技术学校 作者:张利荣
摘要:椭圆零件的加工是数控生产中比较难解决的问题,文章通过对配合类椭圆的图纸进行分析,制定装夹方案。然后采用宏程序编程、G6.3指令编程和 UG12.0自动编程等方法对配合类椭圆零件进行加工。结果表明三种编程方法都能解决椭圆加工的问题。
关键词:椭圆零件 ;编程 ;宏程序 ;UG12 ;自动编程
0 引言
随着人民生活水平的提高和现代生产技术的发展,传统的加工方法难以适应柔性化、复杂化和高效化的加工要求。在制造行业,数控机床的应用越来越受到人们的重视,在生产中的普及率也越来越高。由于数控机床的普及造成了数控编程人员的缺乏,编程人员的工资也水涨船高,而数控程序编制的效率和质量在很大程度上决定了产品的加工精度和生产效率,它既是数控技术的重要组成部分,也是数控加工的关键技术之一。数控编程可以分为手工编程和 CAM 软件自动编程。对于简单圆弧和直线组成的零件,通常使用手工编程,简单的二次曲线可以采用宏程序进行编程。手工编程是自动编程的基础,宏程序是手工编程的高级形式。复杂的零件或者特殊形状的零件一般采用CAM 软件进行自动编程,自动编程能够提高编程速度,绘制出零件的形状后程序出现错误的概率低,能有效地提高产品加工效率。
本文介绍在数控车床上加工椭圆零件,分别采用宏程序 WHILE 指令、升级数控系统的 G6.3指令和 UG12自动编程软件等 3种方法,对椭圆零件(图 1)进行编程和加工,解决了椭圆加工中遇到的编程问题,能够根据实际情况选择合适的编程方式,完成椭圆类零件的加工,达到提高生产效率的目的。
1、椭圆零件的图纸分析
该椭圆零件属于两件配合类的零件,配合好后总长恰好是椭圆的长半轴,椭圆的短半轴正中间是件1和件2的配合位置,配合后如图1下侧所示。件 1和件 2是 M24×2 6H/6h 的内外螺纹配合,螺纹处的倒角为 C1.5。件1左边是长半轴为 30mm、短半轴为 20mm 的椭圆,右侧是M24×2-6h 的外螺纹,中间为3×2mm 的退刀槽 ;件2是长半轴为 30mm、短半轴为 20mm 的椭圆,里面是直径为20mm、长度为 20mm 的内孔和 M24×2-6H 长度为 18mm的内螺纹。未注公差为 GB/T 1804-m,椭圆外表面需要
进行抛光处理。
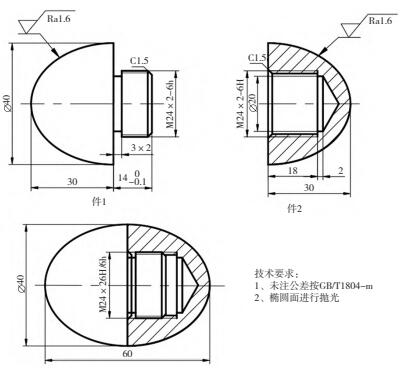
图1 需要加工的椭圆零件图
2、椭圆零件的工艺分析
2.1 件1的工艺分析
车外螺纹时,由于椭圆没有合适的位置进行装夹,因此,先加工 M24×2-6h 的外螺纹。3×2mm 的退刀槽精度要求不高,因此退刀槽在螺纹之前加工。右侧螺纹和退刀槽加工好后右侧没有位置进行装夹,因此需要车削装夹夹具,如图2(a)所示。该夹具是直径为 30mm、长度为36mm 的内螺纹件,然后进行件1的椭圆加工,最后抛光成整个件 1的加工。
2.2 件2的工艺分析
考虑到装夹的需要,首先加工直径为 20mm、长度为20mm 的内孔,其次加工 M24×2-6H 的内螺纹。然后车削装夹夹具,如图2(b)所示。该夹具是直径为 30mm、长度为 50mm 的外螺纹件,然后进行件2的椭圆加工,最后抛光完成整个件 2的加工。
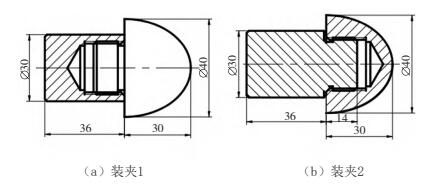
图2 椭圆零件装夹方式
3、椭圆零件的装夹方案
通过分析椭圆零件的工艺,为了保证装夹精度,设置装夹方式如图2所示。两种装夹方式中螺纹处需要配合,因此螺纹的精度需要较高。
4、椭圆零件的加工方法及程序编制
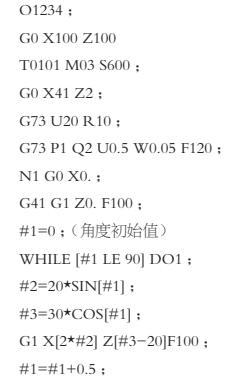
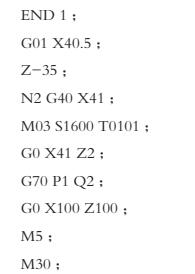
4.1 采用宏程序WHILE加工椭圆
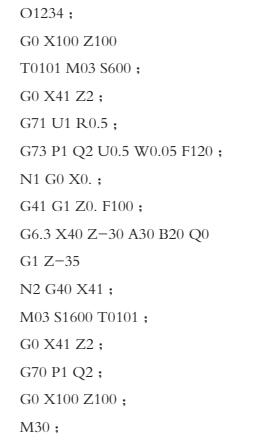
(1)件1的加工。 三爪卡盘夹住直径 30mm 处的外圆, 伸出长度 40mm, 选择 93 ° 外圆车刀加工椭圆。切削用量的选择 :粗加工主轴转速为 600r/min,进给量为 120mm/min,切削深度为 1mm,精加工主轴转速为 1600r/min,进给量为 100mm/min,切削深度为0.1mm。在椭圆坐标系中,其标准方程为 :X=20sinФ,Z=30cosФ。从图1椭圆零件图上可以看出,椭圆轮廓的起点角度为 0°,终点角度为 90°。采用Ф 角度参数方程,编制宏程序如下。
(2)件2与件1的加工形状相同,因此按照装夹方式2重新装夹后只需要重新对Z 方向进行刀补设置,采用件1的程序再运行一遍就能完成件 2的加工。
4.2 选用升级的数控系统加工椭圆
(1)学校数控系统有 GSK980TD、GSK980TDA、GSK980TDC。其中 GSK980TDC 属于升级了的广州数控系统,对特殊形状的曲线编程有固定的编程指令,如椭圆加工指令为 G6.3。该指令的格式为 G6.3XZABQ。其中 X、Z 为椭圆的终点坐标,A、B 分别为椭圆的长半轴和短半轴,Q 为椭圆的旋转角度。采用 G6.3指令,编制程序如下。
(2)件2与件1的加工形状相同,因此按照装夹方式2重新装夹后只需要重新对Z 方向进行刀补设置,采用件1的程序再运行一遍就能完成件 2的加工。
4.3 采用UG12自动编程加工椭圆
UG12软件是西门子公司出品的一个产品工程解决方案,能够进行产品设计和装配、产品加工编程和模拟、产品检测等。它功能非常强大,可以实现各种复杂产品零件的造型、复杂产品零件的编程加工,在机械制造行业得到了广泛应用。使用 UG12中的建模和加工模块,能非常形象地对零件进行设计和编程加工,具体流程如下。
(1)绘制二维草图。打开 UG12软件,进入建模命令,选择草图模式,以X、Y 平面作为绘图平面,然后进入二维图形的绘制。首先选择轮廓直线命令,绘制所有直线,如图3所示。点击椭圆曲线的绘制(点击菜单—插入—草图曲线—椭圆命令),系统弹出点构造器,然后定义椭圆的中心为原点,再定义椭圆的长半轴 30mm、短半轴20mm和旋转角度为0°,点击确定完成整体椭圆的绘制。移动椭圆,椭圆的圆心距离Y 轴的长度为 36mm,距离X轴的长度为 0mm,然后进行椭圆的修剪,绘制成图3所示的形状。
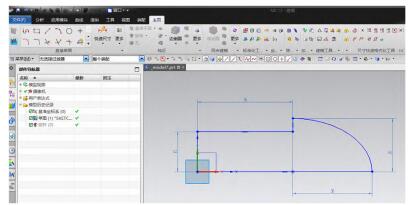
图3 椭圆二维草图
(2)绘制三维实体图。完成二维草图绘制命令后,点击拉伸处的下拉菜单,选择旋转命令,框选二维草图的所有曲线,指定X 轴为旋转轴矢量,并选择零点为指定点。旋转限制处开始角度为 0°,结束角度为 360°,布尔运算为无,设置体类型为实体,最后点击确定按钮,完成三维实体的绘制,如图 4所示。
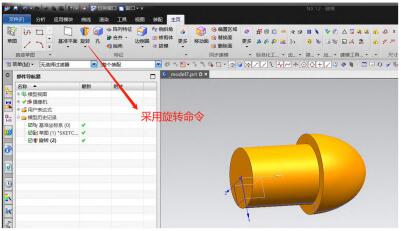
图4 椭圆三维实体图
(3)绘制刀具路径。点击应用模块,再点击加工,进入加工模块,选择 Turning 的车削加工。在加工模块先创建几何体→设置 MCS_SPINDLE →设置 WORKPIECE →设置 TURNING WORKPIECE, 创建刀具 → 创建OD_80_L 的外圆粗车刀→创建 OD_55_L 的外圆精车刀,然后创建工序→创建外圆粗加工(轨迹如图5中粗加工轨迹)→创建外圆精加工(轨迹如图5中精加工轨迹)。粗加工主轴转速为600r/min,进给量为120mm/min,切削深度为1mm,精加工主轴转速为1600r/min,进给量为100mm/min,切削深度为0.1mm。最后完成椭圆加工轨迹的绘制,如图5所示。
由于两件的外形相同,加工中可以选择同一个程序。
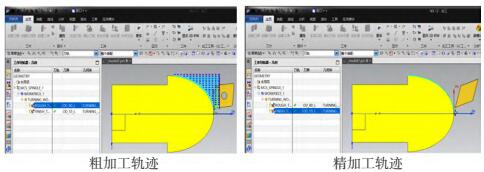
图5 椭圆加工轨迹
(4)轨迹后处理编程。完成轨迹绘制后,进入工序导航器的程序视图,选择 PROGRAM 图标,再选择后处理。通过查找找到车床的后置处理文件,生产后处理程序,从而完成 UG12软件的自动编程。最后通过 U 盘把程序拷贝到机床进行自动加工。
5、总结
本文通过椭圆配合零件的图纸和工艺分析,确定合理的装夹方案,从3种加工方法入手,分别介绍了宏程序加工椭圆、G6.3指令加工椭圆、UG12软件自动编程加工椭圆的方法,3种加工方法都能完成椭圆零件的加工。在实际加工中可以合理选用数控机床,充分发挥自动编程的优越性,提高生产效率。
投稿箱:
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com
如果您有机床行业、企业相关新闻稿件发表,或进行资讯合作,欢迎联系本网编辑部, 邮箱:skjcsc@vip.sina.com

